- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
361-370件表示 / 109039件

|
|
|
研磨やホーニング、ラッピングなどの仕上げ工程では、研磨剤や素材由来の超微細粒子が液中に広がるスラリーが発生します。これを放置すると加工液が濁り、仕上げ品質が劣化したり、寸法精度や光沢性にムラが生じたりします。本記事では、まず研磨スラリーの性質と、それが加工に与える影響を整理します。次に、微細粉の除去・管理手法としてのフィルトレーション技術を中心に、最新の技術や事例を交えながらご紹介します。精密ろ過・クロスフローろ過・マイクロバブル併用など「+α」の手法にも触れ、研磨工程における液管理の新常識を提示します。 【研磨スラリーとは?その特性と課題】 研磨スラリーは、研磨剤(酸化セリウム、アル... |
|
|
|
|
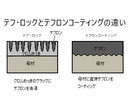
硬質クロムめっきがベースであるテフ・ロックととテフロンコーティングとの違いについて 「テフ・ロック」は硬質クロムめっきの高硬度とテフロンの滑り性を併せ持つ、他に類をみない優れた表面処理技術です。しかしながらよくコーティングと間違えられることがあるため、テフロンコーティングとの違いを解説させていただきます。 テフ・ロックの分類 【めっき】(=Plating) 素材表面に薄い金属の膜を形成させる技術で、素材が錆びるのを防いだり、外観を良くしたり、機能性を付与したりするために行います。 薄い金属の膜を形成させ、その金属にテフロンを含有しています。 テフロンコーティングの分類 ... |
|
|
|
|
調質(大気焼入れ・焼き戻し) って何?効果・目的・部品用途・ポイント・特性・特徴・注意点まで - 熱処理のプロが解説 あなたの会社の部品、もしかして「もうちょっと頑丈にならんかなぁ」と思われとるんじゃないでしょうか?そんなお悩みを解決する技術の一つが「調質」です。今回は、私たち光陽産業の熱処理担当が、調質加工についてわかりやすく解説させていただきます。 ■ 調質って何?基本のキホン 調質とは、「焼入れ」と「焼戻し」という2つの熱処理を組み合わせて行う加工方法です。 加熱と冷却を組み合わせることで、鋼の強度を向上させることが可能です。 例えば、皆さんの身近なところで... |
|

|
|
|
農業機械用エンジンのウォータパイプ製造を一気通貫で対応 ►【農業機械メーカー様が直面する製造課題】 農業機械用エンジンのウォータパイプ製造において、多くのメーカー様が共通の課題を抱えていらっしゃいます。特に冷却系統の要となるスチールパイプの加工では、複数の工程を異なる業者に分散発注せざるを得ず、品質管理や納期調整に多大な労力を費やしているのが現状です。 従来の製造工程では、パイプ材の切断は A社、端末加工は B社、曲げ加工は C社、ロウ付けは D社、メッキ処理は E社と、それぞれ専門業者への個別発注が必要でした。この分散発注方式では、各工程間での品質のバラツキ、納期遅延のリス... |
|

|
|
|
写真に写っているのは、Okamoto製のGRIND-Xシリーズ平面研削盤を使用して、長尺角パイプの歪み取りおよび平面研磨を行っている現場の様子です。機械加工の現場において、長尺かつ薄肉の角パイプは熱や応力による歪みが発生しやすく、寸法精度と平面度を両立させるためには、極めて高い加工技術と設備精度が求められます。本加工では、ワーク全長にわたって安定した接触と研削圧を維持し、ミクロン単位の精度での歪み取りと平面仕上げを実現しています。 ■ 長尺角パイプの加工難易度と歪み発生要因 角パイプは一般的に構造材やフレーム材として多く使用されますが、長尺になるほど製造工程中や熱処理後、または溶接... |
|

|
|
|
現代の製造業において、製品の高精度化や納期短縮、コスト削減といった要求はますます厳しくなっています。その中で注目されているのが、複合加工機を活用した工程集約です。写真に写っているのは、オークマの高性能複合加工機「MULTUS U4000」で行われている斜め穴加工の一場面です。本記事では、写真の状況を解説するとともに、MULTUS U4000が持つ特徴、斜め穴加工の重要性、そして工程集約による生産性向上について詳しくご紹介します。 1. MULTUS U4000とは オークマが開発したMULTUSシリーズは、旋削・フライス・穴あけ・タッピングなどの多彩な加工を1台の機械で完結できる複... |
|
|
|
|
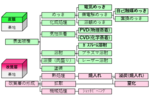
表面を強化する方法は様々ありますが、どのような方法があるのでしょうか?表面強化の中でも硬さを得られる方法について、特徴を簡単に紹介します。(数値は一般的なものです。) ~~~~~~ ①表面に硬い膜をのせる「表面被覆」 【硬質Crめっき】 膜厚50~200 µm、HV800~1000、処理温度30~60℃ 安価、低温処理、すべり性がよい、表面に微細クラックを持つ、保油性がある、約400℃で軟化、原料に有害な6価クロムを使う(めっき皮膜には含まれません) 【超硬質Crめっき】 膜厚~5 µm、HV1000~1800、処理温度30~60℃(熱処理200~600℃) 熱処... |
|

|
[Process Introduction] Rubber Manufacturing Process (2): Cutting Process |
|
[Process Introduction] Rubber Process & Machinery Overview The strength of Takaishi Industry lies in our ability to “meticulously craft products with great care.” To achieve this, we carry out every step of the manufacturing process in-our-own-factory—from raw material procurement and compoun... |
|

|
|
|
【徹底比較】1種ケレンと2種ケレンの違いは? 1種ケレンと2種ケレンはどちらも素地調整の規格ですが、方法と清浄度が違います。 1種ケレン:ブラスト処理 2種ケレン:パワーツール処理 それぞれの方法で塗装剥離を行い比較します。 HP:https://harada-tekkou.co.jp/ YouTube:https://www.youtube.com/@hara-tetu Facebook:https://fb.com/haradatekkou.hiroshima Instagram:https://www.instagram.com/haradatekkou_hiroshim... |
|

|
|
|
画像はイメージです。ご了承ください。 【精密板金・金型レス加工対応が試作部品の短納期化に有効な理由】 新製品の立ち上げや設計変更に伴う試作部品の手配では、調達担当者にスピードと柔軟性の両方が求められます。図面が固まりきっていない段階でも、まずは形状確認や組付け確認を進めたい場面は少なくありません。そのようなときに有効なのが、精密板金・金型レス加工対応です。金型を製作せずに部品を加工できるため、初期立ち上げのリードタイムを短縮しやすく、試作開発のスピード向上につながります。 一方で、短納期で作れるという理由だけで依頼先を選ぶのは危険です。試作部品であっても、寸法精度、再現性、材質対... |
|
361-370件表示 / 109039件
![]()
