- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
1931-1940件表示 / 108875件

|
|
|
鉄道車両 窓向けの錠になります 錠座、錠掛金、ピン、バネ 4部品の組付けで構成されています 錠座と錠掛金の2点は、BC3(新JIS CAC403)をワイヤーカット、マシニングを駆使して仕上げを行い、バフ仕上げ後MBCrⅢメッキ処理をしています。 ピンとバネを組み込んで、錠受けに合うように調整して完成になります MBCrⅢ: ニッケル/銅メッキ10μm加工後 クロム0.1μm加工処理 その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニ... |
|
|
|
|
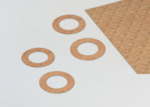
各種設備の配管やポンプ周りでは、潤滑油・熱媒油・ブライン(塩水)などの流体に対応できる汎用ジョイントシートが求められます。 1. お探しの素材や製品は、[製品カテゴリー検索(https://www.daiko-jp.com/category/)]からすぐに見つかります。 2. 加工精度や仕上がりを確認したい方は、[導入事例集(https://www.daiko-jp.com/media/case/)]をご覧ください。 3. お見積りやご相談は、[株式会社ダイコー 公式サイト... |
|

|
|
|
試作金型を使用してプレス加工~3次元レーザートリム加工しています。 トラクターのローターカバーです その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニング加工、油圧プレス加工、3次元レーザー加工等の様々な加工を自社にて対応可能です。 各種板金加工、3次元レーザー加工をご用命の際は岐阜県早野研工までお気軽にお問合せ下さい。 ※『エミダス』を見たとお伝えいただけるとスムーズです。 (下記 詳細はこちら をクリックして頂くとホームページに... |
|

|
|
|
対辺2か所溶接からスポットナットへ溶接への変更によるコストダウンをご提案 強度を必要とする製品においては、「対辺2か所溶接」は効果的な 接合方法ですが、薄板や強度が必要でない成否においては、歪みや コストアップの要因となります。 強度を必要としない製品に関して、「スポット用ウエルドナット溶接」に 変更することで、溶接条件管理は必要になりますが、溶接工数は半分以下に 削減でき、コストダウンにつながります。 また、穴とナットの同芯位置決めは、溶接ナットガイド(パイロット)で 可能になる為、専用治具は必要がなくなります。 【特長】 ■薄板へのナット溶接や強度の必要の... |
|

|
|
|
柱ピッチゲージ 基準ポスト ◆素材:鉄 ◆サイズ:Φ72㎜ L寸130㎜ 素人目線からこの製品がどのようにつくられるか工程を考えました。 ◆工程 1.円筒を必要な長さにカット 2.内径を旋盤でΦ34.5㎜に加工 3.外径Φ72㎜に加工 4.端から12㎜までを外径Φ66㎜、そこから反対端10㎜を残した108㎜を外径Φ54㎜になるように加工 5.Φ66㎜の方を中ぐりで内径Φ50㎜に加工 6.側面2ヶ所マシニングやボール盤で穴あけ 7.面取り この製品を作るために沢山の工程があるのだと感じました。 穴を空けるの一つとっても下穴が必要だったり、面取り... |
|

|
|
|
写真の製品をステップベンドで曲げました 金型の向きは違いますが、同じ高さの金型を取り付けることで曲げが成立します 3工程で曲げを行いました 製品の幅にブレーキの刃の幅を合わせることで箱曲げが成立しています ---------------------------------------------------------------------------------------------------------- その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します... |
|

|
|
|
ファイバーレーザー用保護フィルムを張ったA1100アルマイト材 t=2.0の板を ファイバーレーザー・タレパン複合機で穴、タップ、皿穴、外形加工を行った後 バリ取りをし、ブレーキにて曲げを行ったものです アルマイト材に対し、複合機で皿穴、タップ加工まで行うことができるのがメリットです ------------------------------------------------------------------------------------ その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZA... |
|

|
|
|
ステップベンドとは1台のブレーキのテーブル内にいくつかの金型を並べて、曲げ工程ごとに金型を渡り歩いて曲げる方法です 同じ高さの金型を並べることで曲げが成立します 複数の機械の金型段取は不要で、1台の機械で完了するため 作業工数の大幅な低減が図れます。 今回は写真の真ん中の製品の4~10工程目の曲げを行いました。 上刃は同じもの、下型はV幅6㎜と鋭角のV幅6㎜を使用しています ------------------------------------------------------------------------------------------------------... |
|

|
|
|
こんにちは 今回は鉄の材料にタップの下穴をあけて、段差の加工をしました。 この製品専用の治具を取付けて、同時に6個加工できます。治具に製品を固定する際は、製品が浮いていないか、クランプのボルトが飛び出ていないか注意して加工します。 Φ20のフルカットミルを使って段差を削りますが、粗削り、仕上げの順番で加工していきます。 チップが欠けやすいので確認しながら加工していきます。 ------------------------------------------------------------------------------------ その他にも、自動車部品、建設機械部品、... |
|

|
|
|
【調達コスト削減の壁になっている「加工方法の常識」】 空調機器・水処理装置・住宅設備機器などの設計開発において、配管まわりの継手・バルブ部品は、機能性と安全性が求められる重要パーツです。 しかし、その多くがいまだに切削加工や鋳造+仕上げ切削で製造されており、「もっとコストを下げたいが、これ以上は難しい」とお悩みの調達担当の方も多いのではないでしょうか。 実はその課題、工法を鍛造に切り替えるだけで解決できるケースがあるのです。 当社では、これまで複数のメーカー様に対して、配管部品の熱間鍛造化による調達コスト削減を提案・実施してきました。 その結果、加工費・材料費・調達工数の削減... |
|
1931-1940件表示 / 108875件
![]()
