- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
531-540件表示 / 32940件

|
|
|
難削材とは?加工の難しさと対応事例を解説 「難削材(なんさくざい)」とは、その名の通り切削加工が難しい材料のことを指します。 実は、難削材には明確な定義があるわけではないです。 一般的に削りにくいものを難削材ということもあるそうですが、用途や視点によって“難しさ”の中身も変わってきます。 この記事では、難削材の大まかな分類と、当社がどのように対応しているかをご紹介します。 ―――――――――――――――――――――――――――――――― ▼△ 難削材とは? ―――――――――――――――――――――――――――――――― 主にステンレス・チタン・インコネルなどが... |
|
|
|
|
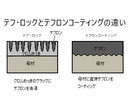
テフ・ロックとは…フッ素樹脂含浸クロムめっき テフロンコーティングでは耐久性や熱伝導性に問題がある用途、クロムめっきでは滑り性や離型性に問題がある用途には、「テフ・ロック」が最適です! これまでできなかった加工や、長寿命化を実現します。 【特徴】 ①硬度 ベースがクロムめっきであるため、Hv850程度の硬度があります。樹脂が滑りを担い、荷重はクロムめっきが支えるため、摩耗を劇的に減らします。鋼板類の成形でも採用事例があります。 ②加工特性 処理温度が約200℃と低温であるため、母材への熱的影響がほとんどありません。テフロンの焼き付け温度が問題となる場合にもおすすめ... |
|

|
|
|
高精度治具ユニット組立の秘訣|製造精度を決める順序と締付技術 ►【治具ユニットの精度は組立で決まる】 精密加工の現場で40年間培ってきた経験から断言できます。どれだけ高精度な部品を製作しても、最終的な治具ユニットの性能を左右するのは《組立工程》です。特に半導体製造装置や自動車製造ラインで求められる0.001mm単位の精度を実現するには、組立時の順序と締付強度の管理が何より重要になります。 多くのメーカーさんが「部品精度さえ高ければ大丈夫」と考えがちですが、実際はそうじゃなかです。組立の段階で精度が狂ってしまうケースを何度も見てきました。 ►【組立順序が精度に与える影響】... |
|
|
|
|
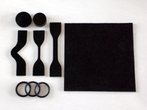
【ゴム材料の性能評価試験・材料開発支援】 私たちがゴム材料の性能評価試験・材料開発支援としてお手伝いできることは多岐にわたります。これまで、私たちは様々な研究開発のお手伝いをしてきました。 私たちができる、ゴムに関する主な分析評価試験についてご紹介させていただきます。 【評価試験】ゴムの老化試験について ゴム製品を使用しているともろくなったり、表面に亀裂が入ったり、粘りついたりすることがあります。このような現象はゴムの「老化」と呼ばれ、主な原因は空気中の酸素(オゾン)による酸化作用と考えられます これらのゴムの酸化反応は熱や光によって促進され、高温で「老化... |
|

|
|
|
業界トップクラスを誇る受託ガ ンドリル加工!不可能を可能に!あらゆる深孔 加工の悩みを解決! ハイタックでは、自社開発のガンドリルマシンを用いた高精度な深穴加工を幅広く受託しています。φ0.5mmからの極小径加工や、L/D=50〜100超の深孔加工、難削材・樹脂素材への対応まで、長年培ってきた技術と設備を駆使して、あらゆる深穴加工ニーズにお応えしています。本記事では、深穴加工の技術的な特徴と対応範囲を網羅的に紹介します。 【深穴加工の対応範囲とスペック】 ハイタックの深穴加工は、以下の仕様に対応しています。 ・対応径:φ0.5mm〜φ30mm ・最大深さ:1,500m... |
|

|
|
|
◆材質◆ SPH2.3・2.6 ◆業界・使用用途◆ 農機具・部品 ◆完成寸法◆ 250×170×50 ◆◆特徴・加工のポイント◆◆ 2部品 ASSY スチールベンド型にてプレス成形後 簡易治具によりASSY加工 ------------------------------------------------------------------------------------ その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニング... |
|

|
|
|
材料選びで摩耗を防ぐ!金型・治工具の耐摩耗性向上術 製造現場で金型や治工具の摩耗に悩まされていませんか?「また交換時期が早まった」「コストがかさんで困る」そんな声をよく耳にします。実は、材料選びひとつで耐摩耗性は劇的に向上するんです。 ►【なぜ材料選びが重要なのか】 金型や治工具の寿命を左右する最大の要因は「摩耗」です。適切でない材料を使用すると、短期間で表面が削れ、精度が低下してしまいます。しかし、用途に応じた材料を選択することで、従来の3倍から5倍の寿命延長も可能になります。 ★材料による耐摩耗性の違い ・工具鋼:一般的だが摩耗しやすい ・超硬合金:硬度が高く耐... |
|

|
|
|
【 SUS ステンレスのキズぼかし 】 以前行ったSUS製のビルドH鋼のキズぼかしです。 サンドブラストにて梨地加工することで、キズをぼかして目立たなくする事が出来ました。 HP:https://harada-tekkou.co.jp/ YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured Facebook:https://fb.com/haradatekkou.hiroshima Instagram:https://www.instagram.com/haradatekkou_hiros... |
|

|
|
|
【精密部品×低温黒色クロム処理】 光学性能と寸法精度を両立した黒色仕上げ 精密部品の設計・製作において、 「光の反射を抑えたいが、寸法精度もシビアで妥協できない…」 「黒アルマイトや黒染めでは性能が足りない…」 そんな経験はありませんか? 三光製作の【低温黒色クロム処理】は、そうしたお悩みに対応できる表面処理です。 光の反射防止に効果的なマットな黒色仕上げと、 薄膜で膜厚のバラつきが少なく、寸法公差を乱さない仕上がりを両立。 微細な部品や厳しい公差が求められる部品にも安心してお使いいただけます。 ━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━ ... |
|

|
|
|
「薄い鉄板を溶接すると、変形したり焼け焦げができてしまう…」 そんな悩みをお持ちではありませんか? 特に板金加工の現場では、0.5mm〜2mm程度の薄板を溶接する場面がよくありますが、ここでよくあるトラブルが「歪み」と「焼け焦げ」です。これは材料に加わる熱の影響によるもので、避けがたい課題です。 今回は薄板溶接で発生する歪みや焼けの原因と、それを防ぐために弊社・早野研工が取り入れている「ファイバーレーザー溶接」についてご紹介します。 ~なぜ歪みや焼けが起こるのか?|アーク溶接の特徴~ まず、従来の溶接方法である「アーク溶接(TIG溶接)」について説明します。 アーク溶接... |
|
531-540件表示 / 32940件
![]()
