- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
831-840件表示 / 30121件

|
|
|
素材・・・・・・SS400 出来上がり寸法・150×33×15.5 加工内容・・・・ マシニングでΦ3.4穴加工 ポケット加工 ボール盤でTAP加工 メッキ・ジンクロ ----------------------------------------------------------------------------------- その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニ... |
|

|
|
|
素材・・・・・ SS400 出来上がり寸法・・・・・80×60×12 加工内容・・・・・ 素材購入後、マシニングで穴、タップ加工 文字の加工データ作成し、加工 文字加工もCADCAMにて加工データを作成、加工しております 複雑な形状加工も3Dデータ通りの加工ができます お気軽にお問い合わせください!! ------------------------------------------------------------------------------------ その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工して... |
|

|
|
|
腐食性ガスに晒される排気ファンのETFEコーティングによる耐食性・清掃性向上 メンテナンス負荷低減によるコスト削減 ■はじめに 各種製造設備や環境対策装置では,高温かつ腐食性を伴うガスを扱うケースがあります。こうした設備に使用される送風機やファン部品は,非常に厳しい使用環境にさらされるため,腐食や付着物による性能低下,頻繁なメンテナンスが課題となりやすい部位です。 本記事では高温・腐食性ガス環境下で使用される排気用ファン部品にふっ素樹脂ETFE(エチレン-テトラフルオロエチレン共重合体)コーティングを適用した事例についてご紹介いたします。 ■ふっ素樹脂 ETFEコーティングの特... |
|

|
|
|
切削加工から曲げ加工(工法転換)によるコストダウンをご提案。 加工において、隙間のある部位を防ぐ際、固定する場合は 切削加工品ではなくバーリング加工を施した板に、曲げ加工を行なった ものを使用することで、コスト削減が可能となります。 このような部品を採用すれば、取付けの際もTIG溶接ではなくスポット 溶接で済むので、歪みも最小限に抑えることができます。 【特長】 ■切削加工よりも板金加工のほうが加工時間が短い ■切削加工品よりもコストを削減できる ■溶接によるひずみも抑えることができる その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工... |
|

|
|
|
素材・・・・・・ SS400 出来上がり寸法・約4.5 × 70× 194.5 加工内容・・・・ VZレーザーで加工した後、ブレーキで曲げを行います。 レーザーで穴を加工したときはバリが出ますのできちんととっていきます。 ------------------------------------------------------------------------------------ その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニング加... |
|

|
|
|
船舶用洗浄機 バッフル部品 素材 :SPHC t4.5 出来上がり寸法 : T4.5 x 200φ 、 T4.5 x 130φ 加工内容 : ファイバーレーザークリーンカット 窒素によるクリーンカットで、多数孔加工時でも歪みを最小限に抑えます 500φ以上の多数孔加工でも、歪み量は、0.5㎜以内に抑えることが可能 (製品形状によります) その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニング加工、油... |
|

|
|
|
【研削盤クーラントタンクのメンテナンスが簡単に!】 研削盤をご使用していて、クーラントタンクへのスラッジ・砥粒の堆積にお困りではありませんか? タンクに砥粒やスラッジが溜まることでタンク清掃の頻度が上がり、作業時間や人工、更液のコストがかかってしまいます。 そんな悩みを解決するのが、ブンリの「研削用掃除激減クーラントシステム RTG」です! 【メンテナンスの手間削減を実現するRTGの特徴】 1. タンクの構造改良 従来製品SLGより改良されたタンクは、従来製品と比較してタンク内の回転流速が約3倍に向上、タンク内の向心力が増します。タンク中心に集まったタンク内のスラッジや砥... |
|
|
|
|
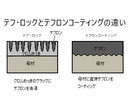
テフロックとは……フッ素樹脂含侵硬質クロムめっき テフロンコーティングでは耐久性や熱伝導性に問題がある用途、クロムめっきでは滑り性や離型性に問題がある用途には、「テフ・ロック」が最適です! 【特徴】 ①硬度 ベースがクロムめっきであるため、Hv850程度の硬度があります。クロムめっきが荷重を支え、フッ素樹脂を守ります。 ②加工特性 処理温度が約200℃と低温であるため、母材への熱的影響がほとんどありません。(さらに低温としたい場合はご相談ください。) ③耐熱性 連続使用については250℃前後を推奨しております。 300℃までの高耐熱モデル「テフ・ロックα」もご... |
|

|
|
|
素材・・・・・・ SUS304 出来上がり寸法・約 2 x 47 x 118 加工内容・・・・ C1AJ複合機にて切断 → ばらし作業 ------------------------------------------------------------------------------------ その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニング加工、油圧プレス加工、3次元レーザー加工等の様々な加工を自社にて... |
|

|
|
|
◆材質◆ JAC270C 0.8t/1.2t ◆業界・使用用途◆ 建機部品(バス・車輛部品/OA什器/自動車部品など) ◆完成寸法◆ 400㎜× 120㎜× 80㎜ ◆加工機械◆ (三菱 三次元レーザー ML1515VZ20)) ◆◆特徴・加工のポイント◆◆ 車体開発部品で、簡易鋼材型による成形後 3次元レーザーによるピアストリム加工 ASSY治具製作にて組付け対応しています。 ------------------------------------------------------------------------------------ その他にも、自動車部品、... |
|
831-840件表示 / 30121件
![]()
