- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
821-830件表示 / 82938件

|
|
|
硬質クロムメッキ 高硬度 工作機械 歯車 めっき種:硬質クロムメッキ 性能 :高硬度 業種 :工作機械 製品 :歯車 ■硬質クロムメッキとは? 硬質クロムメッキとは、「ハードクロムメッキ」、「工業用クロムメッキ」、「HCR」、「ICr」と呼ばれ、膜厚が薄い場合、「フラッシュメッキ」、「ミクロンメッキ」とも呼ばれます。多くの機械的特性をもつ代表的なめっき加工処理です。(工業用クロムメッキ JIS H8615)非常に硬く、摩擦係数が小さく、摩耗係数・耐久性に寄与しています。 ■硬質クロムめっきの原理 クロムめっきは、無水クロム酸(三酸化クロム CrO3)を主成分とし、これ... |
|

|
|
|
【“MRSAを抑える”モノづくり選択肢に ―抗菌めっき(KENIFINE)】 病院、介護施設など、高いレベルの衛生管理が常時求められる環境において、 MRSA(メチシリン耐性黄色ブドウ球菌)への対応は極めて重要な課題です。 MRSAは、多剤耐性を持つ菌の一つであり、施設内での衛生管理に大きな影響を与える可能性があります。 そのため、長期にわたり効果を発揮する、確実な接触感染対策が求められています。 三光製作の**「抗菌めっき(KENIFINE)」は、ニッケル系合金めっきに抗菌機能を加えた独自の表面処理**です。 第三者機関での試験では、従来の銀や酸化チタンを使った処理に... |
|

|
|
|
【SS400 架台 下地処理 下塗~上塗まで】 錆びたベースを下地処理で綺麗にした後、下塗・上塗塗装を行います。 HP:https://harada-tekkou.co.jp/ EMIDAS:https://www.nc-net.or.jp/company/98405/ Facebook:https://fb.com/haradatekkou.hiroshima Instagram:https://www.instagram.com/haradatekkou_hiroshima/ 新品の製品ではあるようですが、保管状況が悪かったのかサビてしまっています。 元々の仕様では2種ケ... |
|

|
|
|
一般構造用鋼:高精度金型やカムドライバーの高品質5軸加工 ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ─ ►【Attention:設計や生産技術の現場で、こんな金型部品の調達課題にお悩みはありませんか?】 ものづくりの現場で、このような壁にぶつかることはありませんか? 「一般構造用鋼(SS400など)を使った大型のプレートや金型構造物で、どうしても反りや歪みが出てしまい、要求される高精度に届かない…」 「複雑な3次元曲面を持つ【金型】や、プレス機械の心臓部である【カムドライバー】の加工で、多工程にわた... |
|

|
|
|
機械鋳物・バケットの革新的技術 はじめに:機械鋳物とバケットの世界へようこそ みなさん、こんにちは!友鉄工業の営業担当、田中です。今日は、機械鋳物とバケットについて、ちょっと楽しくお話ししていきたいと思います。「えっ、鋳物?なんか古臭い感じがするなぁ」って思われるかもしれませんが、ちょっと待ってください!実は、この世界がめちゃくちゃ面白いんです。 第1章:機械鋳物の基礎知識 機械鋳物って何じゃろか? 機械鋳物というのは、工作機械や産業機械の重要な部品を作るための鋳造技術のことです。簡単に言えば、溶かした金属を型に流し込んで、複雑な形の部品を作る方法です。こ... |
|
|
|
|
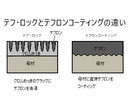
テフ・ロック(Tef-Lok)とは テフ・ロックは、硬質クロムめっきが持つ優れた耐摩耗性・高硬度と、四フッ化樹脂(PTFE)の非粘着性・低摩擦特性を組み合わせた高機能な複合めっき技術です。 つまり、 👉 「非常に硬く摩耗に強い表面」+「付着しにくくスムーズに離れる性質」 をあわせ持つ表面改質処理です。 🌟 テフ・ロックの特長(メリット) ⚙️ 1. 優れた離型性(付着しにくい) PTFEをめっき層内に分散させることで、 ・樹脂や材料が表面に付着しにくい ・成形後の取り外しがスムーズ といった効果を発揮します。 → 樹脂成形機や包装装置などの作業効率... |
|

|
|
|
「ブラスト・塗装」メリットとデメリットは? 金属の防錆処理としてセットで加工される事が多い、ブラスト・塗装のメリットとデメリットについて説明します。 HP:https://harada-tekkou.co.jp/ YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured Facebook:https://fb.com/haradatekkou.hiroshima Instagram:https://www.instagram.com/haradatekkou_hiroshima/ 【ブラス... |
|

|
|
|
本写真は、銅合金材料を使用して製作された高精度機械部品を撮影したものであり、マシニング加工を中心とした精密切削技術と、3DCADCAMを活用した高度な設計・加工プロセスによって完成した製品である。全体形状は角形プレートを基調としながら、中央に大径の円形開口部を有し、その周囲には複雑な立体形状やリブ構造、ボス形状、段付き加工が多数配置されている。これらの形状は単純な2次元加工では実現が難しく、3DCADCAMによる立体モデル設計とツールパス最適化が不可欠であることが写真からも読み取れる。 使用されている銅合金は、優れた熱伝導性、電気伝導性、耐食性を併せ持つ材料であり、半導体装置部品、電気・... |
|

|
|
|
We have an integrated system capable of producing various types of rolls all in-house, from manufacturing and machining through to surface treatment and final surface finishing. https://www.otec-kk.co.jp/english/roll/index.html 【Precision grinding】 We grind high-precision coating rolls, casti... |
|

|
|
|
レーザー加工機は、異なる材料に対して高精度で繊細な 切断が可能ですが、一部の材料は特殊な性質や 安全上の理由からレーザーで切断することが難しいか、不適切です。 以下は通常、レーザー加工機で切断が難しい、または避けるべき 材料の一般的な例です。 1.反射材料 金属や反射率が高い材料は、レーザー光を反射しやすく、 レーザー加工機の効果を低下させる可能性があります。 そのため、高い反射率を持つ金属や鏡、ガラスなどはレーザーカットが難しいです。 2.透明な材料 透明な材料は、レーザー光を吸収しづらいため、 切断やマーキングが難しいことがあります。 透明なプラスチックやガ... |
|
821-830件表示 / 82938件
![]()
