- Country:







- World






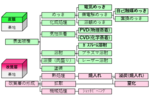
自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
51-60件表示 / 13531件

|
|
|
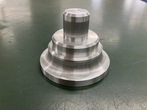
本写真は、Φ1300の大型円盤部品を縦軸研磨盤にて高精度仕上げしている加工風景を撮影したものである。被加工物は真空ポンプ用ベース部品として使用される重要機能部品であり、材質は耐食性および被削性のバランスに優れたSUS303を採用している。直径1300mmクラスという大径ワークでありながら、平面度・平行度・面粗度の厳格な要求を満たすため、縦軸研磨による高剛性・高安定加工を実施している点が本事例の大きな特長である。 本案件のワークは、真空ポンプのベースとして装置全体の基準面となる極めて重要な部位である。真空ポンプは半導体製造装置、医療機器、分析装置、各種研究設備など幅広い分野で使用されており... |
|

|
|
|
───────────────────────────── 主動軸製造|SNC631Hポンプ部品旋盤φ32高精度加工 ───────────────────────────── ◆ ポンプの心臓部を担う主動軸、その精度不足が引き起こすリスクとは ポンプ装置において、《主動軸》はモーターや駆動源からの回転トルクを伝達し、ポンプ内部のインペラやロータを動かす、まさに装置の心臓部ともいえる部品です。産業機械、農業用ポンプ、油圧機器など、あらゆる分野のポンプに使用される主動軸は、高い回転数と荷重に耐えながら、長期にわたって安定した動力伝達を継続しなければなりません。 今回ご紹介する主動軸は、... |
|

|
|
|
本写真は、NC円筒研磨機によって高精度なR研磨を行っている加工工程を撮影したものです。ワークはセンタ間で厳密に保持され、砥石がNC制御によって自動的に半径軌跡を描きながら研磨を行っています。図面上には「R0.65±0.35」や「R1」といった半径指定が明記されており、それに対応する滑らかなR形状を正確に仕上げるのが本工程の目的です。また、仕上がり面粗度は「Ra1.3」という精密な指定がされており、表面品質と形状精度の両立が求められています。 このようなR研磨工程では、単に外径を仕上げるだけでなく、角部や段付き部の応力集中を緩和する重要な役割を担っています。R0.65±0.35のような小さ... |
|

|
|
|
───────────────────────────── ベアリング押え製造|SS400ポンプ部品φ54.95h6精密加工 ───────────────────────────── ◆ ポンプの心臓部を支える「ベアリング押え」、その精度が装置の寿命を左右します ポンプ設備の安定稼働を陰で支えているのが、ベアリング押えと呼ばれる部品です。ベアリング押えとは、ベアリング(軸受)を所定の位置に固定・保持するためのリング状またはフランジ状の機械部品のことで、軸受の軸方向ズレを防ぎ、回転精度と耐久性を維持するうえで欠かせない役割を果たします。 ポンプ装置においては、インペラやシャフトが高速... |
|

|
|
|
写真に写っているのは、高精度なボールネジを円筒研磨機によって研磨加工している工程の様子です。ボールネジは、工作機械、半導体製造装置、産業用ロボット、精密測定機などに使用される重要な伝達要素であり、直線運動と回転運動を高効率かつ高精度で変換する役割を担っています。その性能を最大限に引き出すためには、ねじ軸の真円度・直進度・ピッチ精度を極限まで高める必要があり、その最終工程として「円筒研磨」が非常に重要になります。 円筒研磨は、ボールネジの外径面やねじ山の基準部を精密に仕上げる加工方法です。旋削やフライス加工後に残る微細なうねりや表面粗さを除去し、μm単位の精度で真円度・円筒度・同軸度を整え... |
|
|
|
|
■ はじめに:最適な表面処理を選ぶ「たった3つの視点」 製品の寿命や性能を左右する表面処理。「硬質クロムめっき」「PVD(乾式)」「テフロン」など、選択肢が多くて迷っていませんか? 最適な処理を選ぶには、以下の3つのバランスが重要です。 目的(硬さか、滑りか、耐食性か) コストと納期 サイズと形状(大型ロールか、小さな部品か) 本日は、特によく比較される「湿式めっき」と「乾式めっき」の違いを分かりやすく解説します。 ■ 1. 湿式めっき vs 乾式めっき:どっちを選べば正解? 大きな違いは「加工環境」と「得意なサイズ」です。 湿式めっき(硬質クロム... |
|

|
|
|
本写真は、大型ワークのクランクシャフトを高精度に仕上げるための加工工程を撮影したものであり、門型研削盤による平面研磨の実作業中の様子を示しています。主軸に取り付けられた大型砥石がワーク上部を均一に研削し、クーラントを十分に供給しながら熱変位と焼けを抑制しつつ、寸法精度と幾何公差を高水準で確保している状況が確認できます。本案件では、ジャーナル部および支持ブロック部との関係精度を重視し、特に基準面に対する直角度0.01mm以下という厳しい要求仕様を満たすための高精度研磨を実施しています。 加工対象:クランクシャフトの高精度基準面仕上げ クランクシャフトは、内燃機関や大型産業機械において... |
|

|
|
|
◎ 窒化処理とは 窒化処理は表面硬化熱処理の表面硬化法で、 鋼に窒素を拡散進入し、表面を硬く仕上げる事です。 金属そのものを化合させるため、高度強化という加工にあって、寸法の変化が小さく、元となる金属の重量の増加が少ないことが挙げられます。 加熱温度が焼入れに比べて低いため、金属そのものの変形が少ないことも特徴であるといえます。 窒化処理の目的として、耐磨耗性、耐疲労性、耐腐食性、耐熱性の向上です。処理温度、時間、ガスの種類によりいろいろな特性が得る事が出来ます。 また、窒素という環境に害のない気体を用いた加工手法であり、環境面や安全面への影響も少なく、総じて優秀な金属の効果... |
|
|
|
|
ローレット加工は、金属部品の表面に規則的なギザギザ模様を刻む加工方法であり、滑り止め効果や装飾性、さらには機能性の向上を目的として幅広い分野で利用されています。特に、丸物加工における段差やR部分に施されたローレット加工は、見た目の美しさだけでなく、実用性を兼ね備えた高精度な加工技術の一例です。本記事では、写真に示されるような「R部分に施されたローレット加工」を中心に、その特徴・メリット・加工方法・適用分野について詳しくご紹介いたします。 1. ローレット加工とは? ローレット加工(Knurling:ナーレット加工とも呼ばれる)とは、専用のローレット工具を用いて、金属表面に一定のピッ... |
|

|
|
|
◆ 電動工具用ハスバ歯車の製造でこんな課題はありませんか? 電動工具の性能を左右する重要部品《ハスバ歯車》の製造において、騒音や振動の低減は常に大きな課題となっています。特にSCM415のような浸炭焼入れを前提とした材質では、鋼材調達から旋盤加工、マシニング加工、歯切り、そして浸炭焼入れまでの一連の工程を、それぞれ別の業者に依頼すると、品質管理や納期調整が複雑になってしまいます。 さらに、モジュール1.5、φ40×15Tというサイズで、歯車精度(旧JIS)4級相当という厳しい精度要求を満たしながら、月産200個の安定供給を実現するには、高度な技術力と充実した設備が不可欠です。 ハスバ歯車... |
|
51-60件表示 / 13531件
![]()
