





 大連三晟精密機械有限公司
大連三晟精密機械有限公司

最終更新日: 2022-10-03
1-20件表示 / 59件
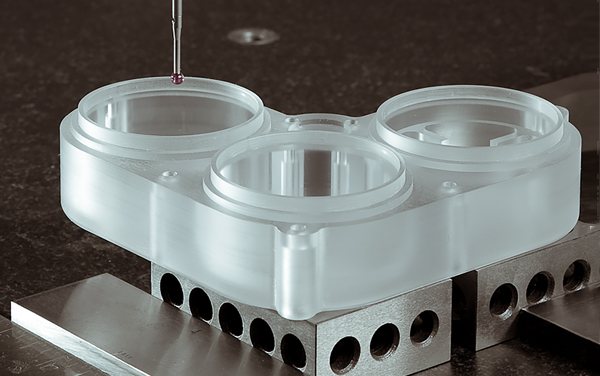
プラスチック部品の7種類の表面処理プロセス

1.インモールドデコレーションテクノロジー(IMD)
インモールドデコレーション-IMD(インモールドデコレーション-IMD):プリントフィルムを金型に入れ、金型に成形樹脂を注入してフィルムを接合し、プリントフィルムとフィルムの成形方法を 樹脂が統合され、硬化して完成品になります。
IMDには、IML(ストレッチなし、小さな曲面)、IMF(高ストレッチ製品、3D)、IMR(表面フィルムを除去し、表面にインクのみを残す)が含まれます。 現在、業界ではIMLとIMFを総称してIMLと呼んでいます。
技術的特徴:
絶妙な装飾的なグラフィックとロゴは隠されており、摩擦や化学腐食によって消えることはありません
グラフィック、ロゴ、カラーデザインは、金型を変更せずにいつでも変更できます
立体形状の製品の場合、印刷精度は正確で、誤差は±0.05mmです。
グラフィック、ロゴバックライト透過率、高光透過率ウィンドウ効果を提供できます
機能ボタンは均一な凸状の気泡、良好な手触りを持ち、耐用年数は100万回以上に達することができます
三次元の変化は、製品設計における設計者の自由度を高めることができます
複合成形プロセスは、シームレスな効果を実現します。
2.塗装
スプレーガンなどのスプレー工具で塗料を噴霧し、被塗装物にスプレーする塗装方法。 スプレー塗料は空気を遮断し、老化防止プラスチック製品の役割を果たすことができます。最も重要なことは、プラスチック製品自体にはない外観効果を得ることです。
アドバンテージ:
豊かな色
液体環境での処理により、複雑な構造の表面処理を実現できます
成熟した技術と大量生産
独特の透明度と高光沢があります。
短所:
コストが高すぎるため、低コストのポジショニング製品はこのプロセスには適していません
プロセスは比較的複雑で、歩留まりは低いです。
3.NCVM非導電性真空めっき
NCVMは、不連続コーティング技術または非導電性電気めっき技術とも呼ばれ、金属や絶縁化合物などの薄膜を使用してめっきされます。 それぞれの不連続性の特性を利用して、最終的な外観は金属の質感を持ち、無線通信伝送の効果に影響を与えません。
4.電気めっき
電気めっき:プラスチックに、より高い歩留まりとより低いコストで金属効果の表面を持たせます。 PVDと同様に、PVDは物理的原理であり、電気めっきは無電解めっきであり、主に真空電気めっきと水電気めっきに分けられます。
アドバンテージ:
減量
全体的なコスト削減
処理手順が少ない
金属部品をシミュレートします。
短所:
金属インサートを含め、成形プロセス中に変更することはできません
ダイカストよりもプラスチック金型で200平方インチを超える部品を製造することははるかに困難です。
電気メッキされたプラスチックが特定のタイプの家電製品に使用されると、火災の危険があります。
https://www.sansmachining.com/ja/%e3%83%97%e3%83%a9%e3%82%b9%e3%83%81%e3%83%83%e3%82%af%e9%83%a8%e5%93%81%e3%81%ae7%e7%a8%ae%e9%a1%9e%e3%81%ae%e8%a1%a8%e9%9d%a2%e5%87%a6%e7%90%86%e3%83%97%e3%83%ad%e3%82%bb%e3%82%b9/
最終更新日:2021-12-14
タングステン鋼

タングステン鋼(硬質合金)は、高硬度、耐摩耗性、優れた強度と靭性、耐熱性と耐食性、特に500℃の温度でも高い硬度と耐摩耗性などの一連の優れた特性を備えています。 1000℃でも非常に高い硬度。
タングステン鋼は、炭化タングステンとコバルトを主成分とし、全成分の99%を占め、1%がその他の金属であるため、超硬合金とも呼ばれるタングステン鋼と呼ばれ、現代産業の歯とされています。
タングステン鋼は、少なくとも1つの金属炭化物で構成される焼結複合材料です。 タングステンカーバイド、コバルトカーバイド、ニオブカーバイド、チタンカーバイド、タンタルカーバイドは、タングステン鋼の一般的な成分です。 カーバイド成分(または相)の粒子サイズは通常0.2〜10ミクロンであり、カーバイド粒子は金属バインダーを使用して結合されます。 結合金属は一般的に鉄族金属であり、コバルトとニッケルが一般的に使用されます。 したがって、タングステン-コバルト合金、タングステン-ニッケル合金、およびタングステン-チタン-コバルト合金があります。
タングステン鋼焼結成形は、粉末をブランクにプレスし、次にそれを焼結炉で特定の温度(焼結温度)に加熱し、特定の時間(保持時間)保持することです。 次にそれを冷却して、必要な性能を備えたタングステン鋼材料を取得します。
タングステン鋼タイプ
①タングステンコバルト超硬合金
主成分は炭化タングステン(WC)とバインダーコバルト(Co)です。 グレードは「YG」と平均コバルト含有率で構成されています。 たとえば、YG8は平均WCo = 8%を意味し、残りはタングステンカーバイドのタングステンコバルト超硬合金です。
②タングステン-チタン-コバルト超硬合金
主成分は炭化タングステン、炭化チタン(TiC)、コバルトです。 グレードは「YT」(「硬いチタン」の中国の拼音の頭文字)と炭化チタンの平均含有量で構成されています。 たとえば、YT15は平均TiC = 15%を意味し、残りは炭化タングステンとコバルトタングステン-チタン-コバルト超硬合金です。
③タングステン-チタン-タンタル(ニオブ)超硬合金
主成分は、炭化タングステン、炭化チタン、炭化タンタル(または炭化ニオブ)、コバルトです。 この種の超硬合金は、一般的な超硬合金またはユニバーサル超硬合金とも呼ばれます。 グレードは、「YW」とYW1などのシーケンス番号で構成されます。
タングステン鋼は、高硬度、耐摩耗性、優れた強度と靭性、耐熱性と耐食性、特に500℃の温度でも基本的に変わらない高硬度と耐摩耗性などの一連の優れた特性を備えています。 1000℃でも高い硬度を持っています。 超硬合金は、旋削工具、フライス、ドリルビット、ボーリングカッターなどの材料として広く使用されています。 新しい超硬合金の切削速度は、炭素鋼の数百倍です。
最終更新日:2021-12-14
精密CNC機械加工部品をきれいにする方法

1.スクラブ
ディーゼル、灯油、その他の洗浄剤が入った容器に部品を入れ、綿糸またはブラシでこすります。 この方法は操作が簡単です。 多くの人にとって、スクラブは完璧な洗浄方法のように見えますが、非効率的で、プロトタイプや小さな部品の小さなバッチに適しています。 一般的に、ガソリンは使用に適していません。 その脂溶性は人々の健康を害する可能性があるため、ガソリンは通常、部品をつや消しにする場合の最初の選択肢ではありません。
2.ボイル
掃除が必要な部品はすべて容器に入れる必要があります。 コンテナは鉄骨フレームを使用する必要があります。 中に入れたら加熱します。 最終温度が85〜90度であることを確認してください。 加熱するには、ストーブを使用して、少なくとも3分間沸騰することを確認します。
3.スプレー洗浄
部品の表面に一定の圧力と温度の洗浄液をスプレーして、油汚れを取り除きます。 洗浄効果が高く、生産効率も高い方法ですが、装置が複雑で、形状が単純で表面のグリース汚れが少ない部品の洗浄に適しています。
4.振動洗浄
洗浄する部品は、振動洗浄機の洗浄バスケットまたは洗浄ラックに置き、洗浄液に浸します。 洗浄機の振動は、油汚れを除去するための洗浄液の手動すすぎ作用と化学的作用をシミュレートするために使用されます。
5.超音波洗浄
超音波洗浄機は、超音波振動の原理を利用して、複雑な形状と高い清浄度要件を持つさまざまな機械部品の表面を洗浄し、部品に付着した油、放射性物質、汚れ、その他の物質を除去します。 光学部品、自動車部品、電子部品、医療機器などの高精度部品の一部として。
最終更新日:2021-12-13
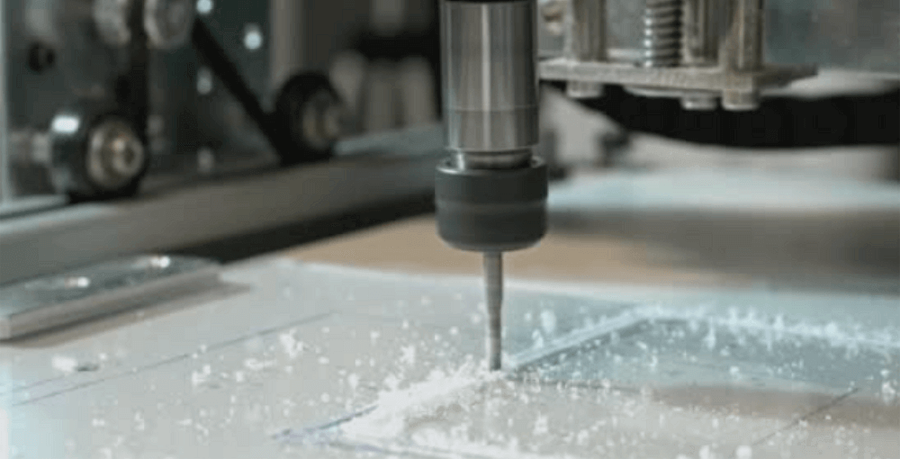
プラスチック加工のヒント
プラスチック加工のヒント
プラスチック製のCNCマシンはありません。 実際、プラスチックの切断に使用されるすべての工作機械は金属加工工具です。 正確な剛性と出力により、硬化したプラスチックでも簡単に処理できます。
1.熱効果
プラスチックは金属よりも熱感受性が高いため、切削工具を使用して加工する場合、ほとんどの材料は加熱によりべたつくようになります。
クーラントを大流量で工具に注入する場合は、圧縮空気管を使用して切りくずと工具を切削領域に吹き付けます。 これにより、切削領域の温度が下がるだけでなく、プラスチックの破片が切削工具に付着するのを防ぎます。
切削工具のすくい角と後角を大きくし、切削工具の切れ味を維持し、摩擦熱を低減し、塑性変形や発熱を防ぎます。
ワーク表面での工具の送り速度を適切に上げ、200〜300 m / minを選択してから、0.05〜0.2 mm / revの送り速度を選択します。
カッターヘッドをコバルトベースのクロムタングステン超硬合金および超硬合金超硬合金と組み合わせると、生産性と処理性能を向上させることができます。
2.力と変形の影響
部品の切削熱による熱膨張により、ワークが反ったりねじれたりすることがあります。 ワークピースの変形によってツールとフィクスチャに加えられる弾力性により、通常、ツールが破損し、フィクスチャが破裂します。 これらの現象を防止するために、以下の対策を講じています。
反りやすい薄板部品の平面を加工する場合は、平削り盤または小径フライス盤を使用して、スタッキング・レシプロフライス盤を使用してください。 形状加工の際は、複数の加工方法のワークを使用してください。中央に複数のワークを配置し、薄い金属板で上下に固定してから同時に加工してください。 加工終了後、完全に冷却された後、ワークを除去し、塑性材料を硬化させ、ワークのサイズを安定させ、反りや変形を生じません。
厚みのある部品の場合、ワークの弾力性による工具の破損や形状加工時の治具の破損を防ぐため、間欠切削法を採用し、上下平削りと 上下の溝入れ。 部品の形状によっては、旋削、ボーリング、成形、溝入れがフライス盤や穴あけに取って代わる場合があります。 やむを得ずフライス盤や穴あけをする場合は、強度を確保しながらフライス径を極力小さくしてください。
3.切削パラメータ
注意が必要な主な問題は、切削ではなく、部品の過度の摩擦と塑性変形です。 2番目の問題を回避するために、使用する材料が十分に強くない場合は、常にカッターを鋭利に保ち、凍結してください。 プラスチックは低温で硬くて脆くなります。
切りくずがCNC加工部品に溶け込むのを防ぐために、工具を動かし続け、1つの位置に長時間留まらないようにする必要があります。 できるだけ早くチップを取り外してください。 したがって、プラスチック加工に使用される飼料は大きくなければなりません。 送り速度が速い場合は、スピンドル速度も速くする必要があります。 おおよその推定速度は、アルミニウムの送り速度の約3倍であり、対応する切削速度があります。
最終更新日:2021-12-13
プラスチック部品設計のヒント
製造可能なプラスチック部品の設計には、部品の設計、工具、材料の選択、製造のすべての分野を含む多くの重要な要素が含まれます。 まず、設計意図または最終用途を念頭に置き、部品を機能要件に基づいて構築する必要があります。 軽量化、製造および組み立てステップの排除、構造コンポーネントの改善、コストの削減、および製品の市場投入の迅速化を検討してください。 製造工程でプラスチック部品の設計目標を達成するには、次の重要な要素を考慮する必要があります。
1.重要な考慮事項
メーカーは通常、同様の用途からおなじみのプラスチックグレードを選択するか、サプライヤーの推奨事項に依存しています。 この方法で選択された樹脂で十分かもしれませんが、それが最良であることはめったにありません。 プラスチックの選択は複雑な作業であり、温度、耐薬品性、耐熱性、可燃性、政府および民間の基準などの電気的および機械的特性、プラスチック、およびすべての組み立てステップの協力やその他の要因など、多くの考慮事項が含まれます。
2.半径
半径は常に部品の厚さを考慮に入れる必要があります-高応力領域の可能性と部品の破損の可能性を排除します。 一般的な経験則では、コーナーの厚さは、パーツの公称厚さの0.9倍から公称厚さの1.2の範囲内である必要があります。
3.壁の厚さ
同じ肉厚を持つ部品を設計すると、製造プロセス中に発生する多くの部品の欠陥を回避するのに役立ちます。 プラスチックが溶けると、抵抗のある領域に流れます。 パーツの厚さが一貫して一貫していない場合、溶融物が最初に厚い領域に流れ込む可能性があります。 この場合、薄い領域が適切に埋められない可能性があります。 さらに、厚い領域は冷却が遅くなる傾向があり、ボイドやたるみ欠陥のリスクがあります。 角が丸い部品を設計すると、成形プロセス中に部品を正しく充填するのにも役立ちます。
4.部品の収縮
プラスチック部品の製造中に発生する収縮は、体積の20%を占める可能性があります。 結晶性および半結晶性の材料は、熱収縮を最も起こしやすいです。 アモルファス材料の収縮が小さいことが知られています。 成形収縮の問題を回避する簡単な方法は次のとおりです。
式を調整し、予想される収縮率に従って金型設計を調整して、必要なサイズを取得します。 成形温度、溶融温度、射出速度/圧力/時間、冷却時間などの処理パラメータを最適化します。
最終更新日:2021-12-13
研磨の種類

研磨プロセスには、機械研磨、電解研磨、化学研磨、ナノ研磨など、さまざまな種類があります。
1.機械研磨
機械研磨は、材料表面の切削と塑性変形に依存して、研磨された凸部を除去して滑らかな表面を得る研磨方法です。 機械研磨は現在、さまざまな製造業で広く使用されています。 これは、主にモーターと研磨ディスクで構成される専用の研磨機で実行されます。 異なる製品材料に応じて、異なる材料の研磨消耗品が研磨ディスクに配置されます。 粗研磨と微研磨の消耗品の選択は異なります。 研磨するときは、サンプルを回転する研磨ディスクに平らに押し付けてください。 圧力は大きすぎてはならず、ディスクの端から中心まで半径方向に連続的に往復する必要があります。 極細研磨粉(液)と研削面の相対的な研削・圧延作用により、摩耗痕がなくなり、明るい鏡面が得られます。
2.化学研磨
化学研磨は電解研磨に似ています。 これは、化学試薬を用いた化学エッチングにより試料表面の摩耗痕跡を除去し、化学媒体中の材料の微視的に凸状の部分を凹状部分よりも優先的に溶解し、滑らかな表面を得る方法です。 化学研磨装置は、シンプルで実装が簡単で、細いチューブ、深い穴、複雑な形状の部品を処理でき、高い生産効率を備えています。 化学研磨は、電気めっきの前処理プロセスとして使用できます。また、必要な保護措置を講じて研磨した後、化学研磨に直接使用することもできます。
3.電解研磨
電解研磨の基本原理は化学研磨と同じです。つまり、材料の表面の小さな突起を選択的に溶解して表面を滑らかにします。
電解研磨は陽極研磨の一種です。 これは電解加工であり、その原理は最初にアノードを特定の電解質に溶解し、適切な電流密度を持たせることです。 電解研磨とも呼ばれます。 現在、ステンレス鋼の電解研磨は企業にますます好まれており、環境に優しい研磨方法です。
4.ナノ研磨
ナノ研磨はプラズマ研磨と呼ばれ、環境にやさしい新しい研磨プロセスです。 ナノ研磨に使用する研磨液は、酸化物の粒度が小さく、硬度が高いため、研磨工程でのキズがなく、研磨効果が良好です。 家庭用電化製品、家具、医療、自動車、航空宇宙、その他の分野で広く使用されています。
最終更新日:2021-12-09
研磨の特徴
1. 研磨により、ワークの耐疲労性と耐食性を向上させることができます。
2. 研磨は、塗装や電気めっきなどの後続のプロセスのために、表面に強力な膜厚膜とコーティングの接着性を提供するための中間プロセスとしても使用できます。
3. 研磨は広く使用されている研磨加工方法です。 金属および非金属材料、精密電気機械製品、および日用品はすべて、表面品質を向上させるために研磨することができます。
4. 研磨は一般的に特別な設備を必要とせず、工具箱の加工方法は比較的簡単で低コストです。
5. 表面粗さの値を下げることはできますが、元の加工精度を維持または改善することはできません。 研磨ホイールとワークピースの間に固定運動接続がなく、研磨ホイールは弾性があるため、ワークピースの表面から材料を均一に除去することは保証できません。単に除去するだけです。前のプロセスで残った痕跡は 明るい表面。
6. 劣悪な労働条件。 現在、研磨はほとんど手作業で行われ、頻繁に作業が行われ、研磨粒子、媒体、マイクロチップなどが飛散して環境を汚染します。 作業条件を改善するために、研磨ホイールを使用した手動研磨の代わりに、研磨ベルトグラインダーを使用して研磨することができます。
最終更新日:2021-12-09
従来のCNC工作機械と比較して、EDMは次の特定のエンジニアリング状況でより良い結果を生み出すことができます。

鋭い内側の角が必要な場合
正しい線種、張力、送り条件が選択されている限り、EDM(特にワイヤーカット放電工作機械)は鋭い内側の角を処理するときに役割を果たします。
従来のCNC工作機械を使用する場合、切削工具は通常丸く、ワークピースに丸い角(半径)が残るため、鋭いまたは正方形の内側の角を実現することは困難です。 この問題を解決するには、スクエアエンドミルや片面アンダーカットなどの方法がありますが、機械工は内部のコーナーをフィレットする必要性を受け入れることがよくあります。
ワイヤーEDMで使用されるワイヤーも丸いですが、CNC切削工具よりもはるかに細く、ほぼ正方形の内側の角を形成できます。 ワイヤーEDMを使用すると、コーナー半径を0.005インチに減らすことができます。
ディープカットが必要な場合
従来のCNC工作機械を使用する場合、深切削とキャビティフライス盤には長い切削工具が必要です。 ただし、アスペクト比の高い工具はびびり(工具の過度の振動)を引き起こし、加工品質を低下させる可能性があります。
EDMは、びびりが発生しにくいため、ディープカットのソリューションを提供します。 ほとんどの場合、EDMは最大20:1の長さと直径の比率で快適に穴を開けることができますが、場合によっては、比率が100:1にもなることもあります。
被削材が非常に硬い場合
EDMの主な用途の1つは、金型、金型、さらには機械切削工具などのアイテムを処理することです。 これらのアイテムは通常、硬化鋼や炭化タングステンなどの非常に硬い材料でできており、切削工具では浸透しにくいものです。
EDMの利点は、これらの金属の硬度が、厳しい公差を満たす機械の能力に大きな影響を与えないことです。
EDMで切断できる他の金属には、ハステロイ(ニッケル-モリブデン合金)、チタン、インコネル合金があります。
部品に鏡面研磨が必要な場合
EDMで製造される部品の表面仕上げは、通常、ピットまたはピットで構成されます。 ただし、特定のパラメータを厳密に制御することにより、このプロセスは研磨せずに優れた鏡面仕上げを実現します。
EDMは、従来の機械加工のように「レイアップ」で配向した表面を生成しないことが重要です。
低電力で非常にゆっくりとEDM処理を実行することにより、収縮穴またはピットのサイズを大幅に縮小できます。 最終的に、約5 RMS(4マイクロインチRa)の非常に滑らかな表面仕上げを作成することが可能です。
型を作るとき
金型を作るとき、EDMは工具鋼などの硬い金属を正確に切断できることもあり、CNC機械加工よりも好ましい場合があります。 場合によっては、CNCフライス盤またはシンカーEDMが最初に使用され、次にワイヤーEDMが詳細または最も深いカットに使用されます。
多くの射出成形会社は、CNC機械加工とEDMを組み合わせて、仕事に応じて選択しています。
厳しい公差が必要な場合
EDMを使用すると、非常に厳しい公差を実現できるため、精密加工を簡素化できます。 重要なのは、物理的な接触がないため、ワークピースがEDMによって変形する可能性が低いことです。
複数の処理を通じて、EDMは+/- 0.0002インチの許容範囲に達することができます。 ただし、最高の精度を確保するには、切削速度を大幅に下げる必要があります。
最終更新日:2021-12-02
従来の処理と比較して、EDMの利点は次のとおりです。

複雑な形状の加工
EDMを使用する場合、切削抵抗はなく、工具もワークピースも回転しません。 さらに、ワイヤー切断処理は通常、直径0.010インチのワイヤーを使用して実行されます。 これはすべて意味します:
薄い壁が可能です。
内側の角を小さな半径でカットします。
ワイヤー切断機を使用して、押出ダイのスリットを切断します。
シンキングEDMを使用して、止まり穴と高アスペクト比のバッグを作成します。
非円形の開口部と穴を作成します。
歯車などの2D形状のブローチに取って代わります。
硬い材料の処理
材料の硬度はワイヤ放電加工速度にほとんど影響を与えず、部品の形状を制限しません。 炭化タングステン、工具鋼、インコネル、およびRC38よりも硬い金属は、低速で高価な従来の機械加工に最適です。
特別な利点は、熱処理後に部品を最終的なサイズに調整できることです。 これにより、硬化や応力緩和による変形がなくなります。
高表面仕上げ
従来のプロセスとは異なり、EDMサーフェスは非常にランダムなテクスチャを持っています。 これは、方向性または「レイアウト」が製品のパフォーマンスに影響を与える可能性がある場合に有利です。 さらに、EDMは5RMSまたは約4マイクロインチRaの滑らかな表面を生成できます。 (これには複数のスキミングが必要なため、ワイヤ放電加工の切断速度は非常に遅くする必要があります。)
コストを削減
適切な仕事-複雑な2D形状、硬い材料-EDMは、従来のプロセスと比較してコストを節約します。 例えば
特別な工具は必要ありません(お金と納期を節約できます)。
スキミングパスにより、二次仕上げ作業が不要になります。
レイヤーをラミネートして、複数のパーツを同時にカットします。
チップを製造する代わりに、カットピースを再利用できます。
複数の日常的な手順で部品を動かすことは避けてください。 最終的な形状は1つの設定で完成できます(これにより精度も向上します)。
最終更新日:2021-12-02
ワイヤーEDM処理の6つのステップ

ワイヤーEDM処理
1)ワークピース材料の合理的な選択
ワイヤ放電加工によるワークの変形を低減するためには、鍛造性能、透磁率、熱処理変形の少ない材料を選択する必要があります。 ワークピースの材料は、技術的要件に従って熱処理する必要があります。
2)ねじ穴の処理
閉じた穴や一部のパンチの処理では、オンラインで切断する前にワイヤー穴を処理する必要があります。 ねじ穴の位置は、プログラミング中に指定された加工開始点と一致している必要があります。
3)電極線の種類を選択してください
中速線放電加工は一般に直径0.18mmのモリブデン線を電極線として使用し、低速線放電加工は通常真鍮線や亜鉛メッキ線などを使用します。 電極線の直径は、加工精度の要件に基づくことができます。 より速い切断速度を得て、処理中のワイヤー中断のリスクを減らすために、0.2mm以上の直径の電極ワイヤーを選択するようにしてください。
4)ワークのクランプと修正
ワークの加工形状やサイズに合わせて、適切なクランプ方法を選択し、ワークの位置を決定してください。 プレート部品、回転部品、ブロック部品のクランプ方法が異なる場合は、特殊な固定具または自作の固定具を選択してワークをクランプすることができます。 ワークをクランプした後、修正する必要があります。 一般的には、ワーククランプの垂直性と平坦性をチェックし、ワークピースの基準面と工作機械の軸方向の平行度を修正します。
5)糸脱毛と教育
ワイヤー電極を一定の張力に保つために、ワイヤー配線機構の各部分にワイヤー電極を正しく巻き付けます。 アライナーを使用したワイヤーの位置合わせ、火花を使用したワイヤーの位置合わせなど、適切な方法を使用して電極ワイヤーの垂直性を修正します。
6)電極線の配置
ワイヤーEDM処理の前に、ワイヤー電極を切断の開始座標位置に正確に配置する必要があります。 調整方法には、目視検査、スパーク方法、および自動調整が含まれます。 現在のCNCワイヤーカット工作機械はすべて接触検知機能を備えており、自動エッジ検出と自動中心検出機能を備えています。 アライメント精度が高く、電極線の位置決めに非常に便利です。 操作方法は機械によって異なります。
https://www.sansmachining.com/ja/%e3%83%af%e3%82%a4%e3%83%a4%e3%83%bcedm%e5%87%a6%e7%90%86%e3%81%ae6%e3%81%a4%e3%81%ae%e3%82%b9%e3%83%86%e3%83%83%e3%83%97/
最終更新日:2021-12-02
CNC機械加工の専門家になるために必要な5つのスキル

1.細部に注意を払う
CNCオペレーターは、2Dエンジニアリング図面を追跡して解釈し、3Dプロジェクトの外観を視覚的に確認して、処理シーケンスを決定できるようにする必要があります。 さらに、設計者とエンジニアは通常、書面による指示を提供し、オペレーターはこれらの指示に厳密に従う必要があります。 オペレーターは、設計の重要な機能を識別して優先順位を付け、慎重に処理できる必要があります。
優れたオペレーターは詳細に精通しており、すべてが正しく正確に設定されていることを確認してください。
2.ITと数学のスキル
CADとCAMは、この分野で選択されている電動工具です。 このスキルのリストは、あなたが知っている最も人気のあるソフトウェアパッケージの数と、図面やCADモデルの読み取りに関連するいくつかの基本的なスキルを評価しようとしています。 これはとても重要です。 ソフトウェアとツールは定期的に更新されるため、オペレーターは定期的に知識を更新する必要があります。 また、寸法を理解して確認したり、材料を一覧表示したり、ソフトウェアで設計パラメータを設定したり、公差を確認したりするための数学的スキルも必要です。
CAD部門のAutoCADまたはSolidworks、できれば両方を知っている必要があります。 それらは頻繁に使用されるだけであり、このスキルなしで行うことは困難です。 CAMソフトウェアパッケージを選択する必要がある場合は、Mastercamをご覧ください。 優れた数学的基礎を持つことは、マシンプログラマーになるために非常に重要です。
3.実践的なスキル
CNCオペレーターとして、ジョブの設定、gコードプログラムを使用した部品の作成、ジョブと工具長のオフセットの設定、バリ取り、部品の検査、 プログラムがクラッシュしてマシンやツールが損傷しないことを確認し、一度に複数のマシンを操作し、必要に応じてツールの摩耗補正を設定します。
平均的なCNCオペレーターよりも優れていることを望む場合は、ブリッジクレーンを安全に操作し、機械への点滴灌漑用のgコードを処理し、部品の取り扱いを処理できる必要があります。 ワークショップの扱い方を知っています。 工具自動販売機、真空器具の経験があるかもしれません。
SANSマシニングセンター
4.問題を解決する
すべての技術機器が故障することがあります。 CNCオペレーターは必然的にこの問題と、一貫性のない設計図、許容範囲外の最終製品、材料の問題など、解決する必要のある他の問題に直面します。 これらの問題が発生した場合、オペレーターは解決可能な姿勢を取り、問題の修正を試みる必要があります。
5.専門家になりたいという願望
CNC機械加工の専門家になりたいという願望は、上記のすべてのスキルを兼ね備えています。 CNC機械加工は、スキルとエンジニアリング知識の組み合わせを必要とするハイテク技術です。 技術の急速な発展に伴い、優秀なオペレーターは知識を継続的に学び、更新することをいとわない必要があります。
オートデスクなどの企業は、習得する必要のあるCNCプロセスを統合するためのソフトウェアソリューションを絶えず革新しています。 新しい機器やより高度な工作機械も、オペレーターがテクノロジーの近くにいる必要があります。
最終更新日:2021-12-01
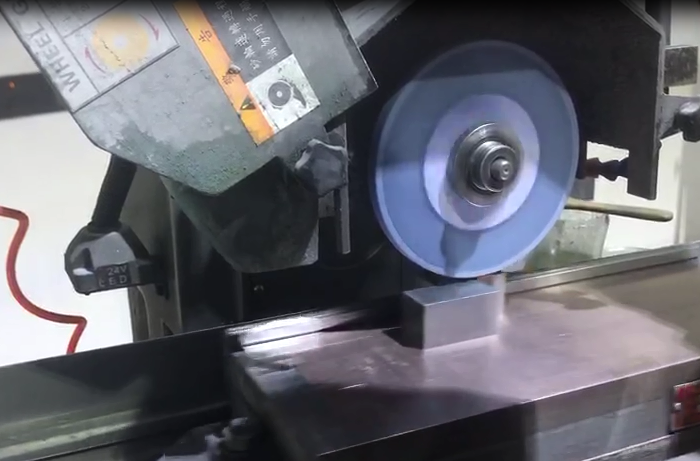
正しい砥石の選び方

研削は、ほとんどすべてのワークショップで見られる機械加工プロセスです。 一部の研削操作は比較的単純であり、他の研削作業は、非常に小さな公差を維持したり、難しい材料を処理したりするために使用されるものなど、複雑な場合があります。 研削は製造業で幅広い用途があります。 多くのプロセスと同様に、最適なツールを選択することが重要です。
良好な結果を得るには(つまり、より良い仕上がりとより長い砥石寿命を得るには)、砥石を正しく選択することが非常に重要です。 選択できる砥石にはさまざまな種類があり、さまざまな種類の研磨剤の違いが混乱を招くことがあります。
研磨剤
砥粒には主に4つのタイプがあります。 それぞれのタイプには、硬度、強度、破壊靭性、耐衝撃性の点で独自の特性があります。 研磨剤の選択は、必然的にワークピースの材料に関係します。
アルミナ
アルミナは、砥石で最も一般的に使用される研磨剤です。 通常、ステンレス鋼や工具鋼などの研削材料に推奨されますが、特定の高強度アルミニウムおよび青銅合金にも使用できます。
炭化ケイ素
標準のアルミナよりも硬く、非常に鋭い研磨粒子があります。 通常、ねずみ鋳鉄、冷鉄、真ちゅう、青銅、アルミニウム、石、ゴム、その他の非鉄金属の粉砕に使用されます。
ジルコニアアルミナ
高い切削量を必要とする荒削り用途に適しています。 この粒子は、ハイテク樹脂結合に関連しています。
セラミックアルミナ
しばしば「セラミック」と呼ばれ、これは最も現代的なタイプの研磨剤です。 セラミック粒子は独特の微結晶構造を持ち、自己研磨することができます。 この研磨剤は非常に硬いです。 主に最も要求の厳しい鋼の精密研削に使用されます
砂利
上記のように、砂粒子は砥石に分布する砥粒のサイズに関係しています。 粒子サイズが大きいほど、研磨剤は細かくなります。 研磨剤の種類の基本的な説明は、粗いものから中程度のもの、細かいものまであります。
グリットの低い砥石は、材料の仕上げが重要ではなく、材料の除去に重点が置かれている用途によく使用されます。 一方、完成がプロジェクトの基本的な側面である場合は、細かい砥石を使用することをお勧めします。
研削したい材料に応じて砥石の種類をお選びください
材料の種類は、選択する表面ホイール、粒子サイズ、および研磨グレードに影響します。 アルミナ系砥粒は、鋼やフェライト系鋳鉄などの高強度材の研削に最適です。 より硬い鋼およびより大きな接触アークを伴う用途では、より脆いアルミナタイプが好ましい。 低引張強度の材料および非金属材料の最も効果的な方法は、研磨性の炭化ケイ素で研削または切断することです。 材料の硬度は、研磨剤が利用できる牽引力を決定します。 したがって、硬い材料を研削するには細粒砥石を使用する必要があり、軟質材料を研削するには中粒および粗粒の砥石を使用するのが最適です。 最も効果的な操作を行うには、材料の硬度に合わせてグレードを調整する必要があります。
https://www.sansmachining.com/ja/%e6%ad%a3%e3%81%97%e3%81%84%e7%a0%a5%e7%9f%b3%e3%81%ae%e9%81%b8%e3%81%b3%e6%96%b9/
最終更新日:2021-12-01
平底工具の分類と応用

平底ドリル
平底ドリルは、困難な穴あけ状況や、二次仕上げなしで平底穴を作成するのに理想的です。 これらの特殊な演習を次の操作に使用することを検討してください。
薄板穴あけ
薄いプレートに穴を開けるとき、先の尖ったドリルは出口穴からいくつかの材料を押し出し、下側のバリを生成する可能性があります。 平底ドリルは、より大きな下向きの力を生成する平底形状のため、この問題が発生する可能性はほとんどありません。
ボアホールドリル
別の穴の経路と交差する穴を開けるとき、そのような断面でバリを取り除くことは難しいので、バリを避けることが重要です。 先の尖ったドリルとは異なり、平底ドリルの設計では、貫通穴の反対側にバリが発生しません。
不規則/丸みを帯びた表面穴あけ
平底ドリルビットは、最初はその外縁を通して不規則な表面に係合します。 標準の穴あけポイントとの最初の接触と比較して、これにより、傾斜面でのたわみや「歩行」が起こりにくくなり、より真っ直ぐな穴を開けることができます。
角度付きドリル
部品の表面が平らまたは規則的であっても、鋭いドリルビットが特定の角度で部品にかみ合うと、動きやすくなります。 これは、角度付きまたは傾斜した穴あけと呼ばれます。 同じ理由で、平底ドリルビットは不規則な表面での穴あけに非常に適しており、角度のある穴あけに最適です。
ハーフホールドリル
部品の端に半穴を開ける場合、ドリルビットの両側に材料がないため、操作が不安定になります。 この場合、先の尖ったドリルは簡単に動き回ることができます。 平底ドリルは切削形状全体と接触しているため、半穴を開ける際の汎用性と安定性が向上します。
平底ざぐり
平底の穴が必要で、平底の形状のない工具を使用して平底のざぐりを作成する場合に最適です。 これらのツールのいくつかを準備して、次の操作の準備をしてください。
ボア&フィニッシュドリル穴
ドリルの幾何学的設計では、最初に安定性、剛性、切りくず除去などの要素を考慮する必要があります。 一部の穴では、2回目の仕上げ作業が必要になります。 平底のざぐりは、通常、ねじれ角が遅く、すくい角が小さいように設計されているため、部品の噛み合いを防ぎ、表面仕上げを制御するのに役立ちます。
ずれた穴をまっすぐにする
経験豊富なメカニックでさえ、新しくてなじみのない仕事で完璧とは言えないまっすぐな穴を1つか2つ開けることがあります。 幸いなことに、平底のざぐり穴は、ずれた穴をまっすぐにするのに最適です。
不規則な表面の斑点と皿穴
平底皿穴の独自の形状により、不規則な表面を効果的に見つけることができます。 標準のドリルやスポットドリルは、このような表面を歩きやすく、操作に支障をきたす可能性があります。
ドリルポイントを削除する
標準のドリルビットが(貫通穴ではなく)穴を形成すると、その鋭い形状のために下部に「ドリルビット」が残ります。 これは一部の穴では問題ありませんが、平底が必要な穴では、ドリルビットを取り外すために平底ザグリからの二次操作が必要になります。
エンドミルディッシュを取り外します
ほとんどの標準的なエンドミルには、適切なエンドカット特性を実現し、全径の接触を減らすために、角が皿状になっています。 ただし、これらのエンドミルは、当然、切断操作によって作成された穴の底に小さなディスクを残します。 ドリルチップのように、平底のざぐりは穴の底を均一にするのに最適です。
最終更新日:2021-11-30
CNC加工用フラットブーム工具の利点と応用

フラットボトムツールの利点:
機械設計部門では多くのツールを使用していますが、平底のツールは間違いなく私たちの心(そしてインフラストラクチャ)を獲得しています。 これが私たちがあなたにそれを推薦する理由です:
1.加工コストを削減します
CNCの従業員として、私たちは皆、処理が安くないことを知っています。 ツールのメンテナンスと交換のコストと相まって、これはこれまで以上にコストがかかります。 人件費と運用コストを削減することはできませんが、平底ツールを使用することで確実にいくらかのコストを節約できます。
さて、どうやってそれを可能にするのでしょうか?
まず、目的の場所に正確にインストールすることで、余分なランタイムを排除します。 それらの形状のために、それらは一般的に従来の処理ツールよりも強力です。 超硬平底ツールは、耐久性の点で他のすべてのツールよりも優れています。
2.より実用的です
これらの平底ツールはヒーローの役割を果たし、一連の掘削操作を行います。 例として、薄板の穴あけを取り上げます。 これを行うとき、従来のツールは、材料を出口穴に押し込むことによって不規則に直面することがよくあります。 これは、掘削において望ましい完全性を達成することを妨げます。 平底オーガーは、全体的な形状が下向きの力にも耐えることができるため、ここでは非常に有利です。 したがって、表面がきれいになります。
3.バリは発生しません
従来の工具とは異なり、平底の穴あけ工具を使用すると、材料の反対側での偶発的な(および望ましくない)バリを回避するのに役立ちます。 まっすぐで規則的な穴のためにスペースを確保してください。
4.角度機能にも適しています
平底ドリルは、特に傾斜または傾斜操作が必要な場合、その形状のために不規則な表面に特に適しています。
5.安定
ハーフホールドリルを行う場合、平底ドリルが非常に有利であることがわかります。 これは、ドリルの両側に材料がないため、他の処理ツールが材料の側面に移動し、非常に不利な状況を引き起こす可能性があるためです。 平底のドリルビットは、切削形状全体にぴったりとフィットするため、材料の端でも完全に半分の穴を開けることができます。
平底のCNCツールを使用すると、私たちの生活(および処理プロセス)が簡単になります。 収納が簡単で、ポケットは軽くて丈夫です。
最終更新日:2021-11-30
CNCフライス盤の切削抵抗に影響を与える主な要因

1.CNCフライス盤への被削材の影響。
被削材の強度と硬度が高いほど、切削変形はわずかに減少しますが、総切削抵抗は増加します。 加工強度や硬度が同程度の材料は、塑性が大きく、工具との摩擦係数も大きいため、切削抵抗が大きくなります。 脆性材料の場合、塑性変形が小さいため、切りくずと工具すくい面との摩擦が小さいため、切削抵抗が小さくなります。
2.CNCフライス盤の切削量の影響
(1)バックナイフの量apと送り量f。
fとapが大きくなると、切削面積が大きくなり、主切削抵抗も大きくなりますが、影響の程度は異なります。 fとapが大きくなると、切削面積が大きくなり、主切削抵抗も大きくなりますが、影響の程度は異なります。 そのため、切削工程では、主な切削抵抗と切削力を考慮すると、バックカット量を増やすよりも送り速度を上げる方が有利です。
(2)切削速度υc。
YT15超硬合金旋削工具で45鋼(ap = 4mm、f = 0.3mm / r)を加工する場合の切削抵抗に対する切削速度の影響曲線。 プラスチック金属を切削する場合、構成刃先領域での構成刃先の成長により、工具の実際のすくい角が増加し、切りくずの変形が減少し、切削抵抗が減少する可能性があります。 逆に、構成刃先を小さくすると切削抵抗が大きくなります。 構成刃先がない場合、切削速度υcが高くなると、切削温度が高くなり、すくい面の摩擦が小さくなり、変形が小さくなり、切削抵抗が小さくなります。 そのため、生産性を向上させるために、高速切削が生産でよく使用されます。 脆い金属を切削する場合、υcは増加し、切削力はわずかに減少します。
3.CNCフライス盤工具の幾何学的パラメータの影響
(1)すくい角。
すくい角は切削抵抗に最も大きな影響を与えます。 プラスチック金属を切削する場合、すくい角が大きくなり、切削される材料の押し出し変形と摩擦が減少し、切りくずの除去がスムーズになり、総切削抵抗が減少します。 脆い金属を切削する場合、すくい角は切削抵抗に影響を与えません。 明らか。
(2)負の面取り。
鋭利な刃先でネガティブ面取りを研削すると、刃先の強度が増し、工具の寿命が延びますが、このとき、切削する金属の変形が大きくなり、切削抵抗が大きくなります。
(3)角度の入力。
入力角度が切削抵抗に与える影響は、主に切削厚さや先端円弧曲線の長さを変化させて変形に影響を与え、切削抵抗に影響を与えます。 入射角は主切削力Fcにわずかな影響を与えますが、背部力Fpと送り力Ffの比率に大きな影響を与えます。 F’Dは、工具に対するワークピースの逆推力です。 F’p = F’Dcoskr、F’f = F’dsinkrであるため、入射角krを大きくすると、送り力F’fが大きくなり、背部力F’pが小さくなります。 細長いワークを旋削する場合、ワークの曲げ変形を低減または防止するために、より大きな入射角を選択できます。
4.他の要因の影響。
工具と被削材の摩擦
同じ切削条件で、高速度鋼工具が最大の切削抵抗を持ち、次に超硬工具、セラミック工具が最小です。 切削工程で切削液を使用すると、切削抵抗を低減でき、切削液の潤滑性能が高いほど、切削抵抗の低下が大きくなります。 工具逃げ面摩耗がひどいほど、摩擦が大きくなり、切削抵抗が大きくなります。
最終更新日:2021-11-30
CNCフライス盤の切削抵抗と切削力

1.CNCフライス盤の切削抵抗源。
切削抵抗の源は、一方で、切りくず形成プロセス中に弾性変形と塑性変形によって生成される抵抗です。 一方、それは、切りくずと工具のすくい面との間の摩擦抵抗、およびワークピースと工具の逃げ面との間の摩擦抵抗である。
2.切削抵抗と分解。
切削中の総切削力Fは空間力です。 工作機械、治具、工具設計、プロセス分析のニーズを満たすための測定と計算を容易にするために、Fはしばしば3つの相互に垂直な切削成分力Fc、Fp、Ffに分解されます。
(1)主切削力Fcは、総切削力Fを主運動方向に投影したものであり、その方向は底面に垂直です。 Fcは、コンピューターのベッドパワー、工具強度、フィクスチャーの設計、および切削パラメーターの選択の重要な基盤です。 Fcは、実験式または単位切削抵抗kc(単位はN / mm)で計算できます:Fc = kcAD = kchDbD = kcapf。
(2)背部力Fpは、送り方向に垂直な総切削力Fの分力です。 これは、ワークピースの変形に影響を与え、システムの振動を引き起こす主な要因です。
(3)送り力Ffは、送り動作方向のFに対する全切削力の切削分力です。 これは、工作機械の送り機構とコンピューターのベッド送り力を設計およびチェックするための主要な基礎です。
切削抵抗は、FcとFDに分解された総切削力Fであり、FDはFpとFfに分解され、それらの関係はFf = FDsinkrです。
3.CNCフライス盤の切削能力。
切削力とは、切削過程で切削力によって消費される電力のことで、pmで表されます。単位はkWです。 外側の円を回すとき、それは主切削力Fcと送り力Ffの消費電力の合計です。 送り力Ffの消費電力は非常に小さいため(1%5%のみ)、一般的なFfの消費電力は無視でき、Fpは機能しないため、式Pm =Fcυc×10が得られます。 ここで、Fcは主な切削抵抗(N)です。 υcは切削速度(m / s)です。
工作機械の伝達効率を考慮すると、工作機械のモータレートPEは、切削力Pm、つまりPE≥Pm/から求めることができます。ここで、は工作機械の伝達効率で、通常は0.75〜0.85です。
最終更新日:2021-11-30
亜鉛メッキ、カドミウムメッキ、クロムメッキ、ニッケルメッキの違いは何ですか
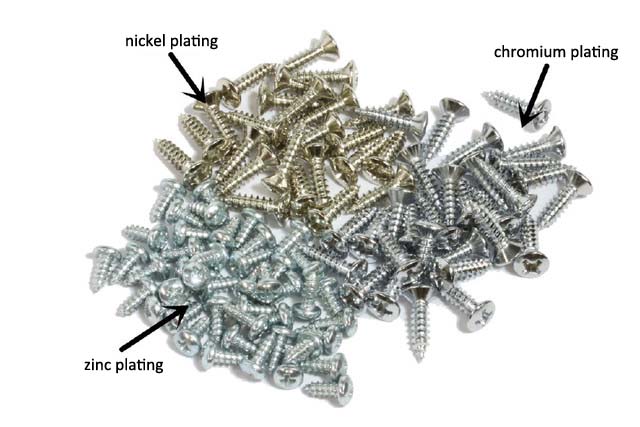
電気めっきは、電気分解の原理を使用して、特定の金属の表面に他の金属または合金の薄層をめっきするプロセスです。 これは、電気分解を使用して金属または他の材料の表面に金属膜を付着させ、金属の酸化(錆など)を防ぎ、耐摩耗性、導電性、反射性を向上させるプロセスです。 耐食性(硫酸銅など)と美観を向上させます。
電気めっきは、銅めっき、金めっき、銀めっき、クロムめっき、カドミウムめっき、ニッケルめっき、亜鉛めっきなどの特定のプロセスに分けられます。 製造業では、亜鉛めっき、カドミウムめっき、クロムめっき、ニッケルめっきが最も広く使用されています。 そして、これら4つの違いは何でしょうか?
亜鉛メッキ:
特徴:
亜鉛は乾燥した空気中で比較的安定しており、変色しにくいです。 水と湿気のある雰囲気では、酸素または二酸化炭素と反応して酸化物またはアルカリ性の炭酸亜鉛膜を形成します。これにより、亜鉛のめっきと酸化が継続するのを防ぎ、保護の役割を果たします。
亜鉛は、酸、アルカリ、硫化物で簡単に腐食します。 亜鉛メッキ層は一般的に不動態化する必要があります。 クロム酸またはクロム酸塩溶液で不動態化した後、形成された不動態化膜は湿った空気と相互作用しにくく、防食能力が大幅に向上します。 ばね部品、薄肉部品(肉厚<0.5m)、高い機械的強度が必要な鋼部品の場合、水素を除去する必要があり、銅および銅合金部品は水素化されない場合があります。
亜鉛メッキは低コスト、便利な加工、そして優れた効果があります。 亜鉛の標準電位は比較的負であるため、亜鉛コーティングは多くの金属のアノードコーティングです。
応用:
亜鉛メッキは、大気条件などの良好な環境で広く使用されていますが、摩擦部品には適していません。
カドミウムメッキ
特徴:
カドミウムコーティングは、海洋大気や海水、70℃以上の温水に接触する部品に対して、比較的安定しており、耐食性に優れ、潤滑性に優れています。 希塩酸にゆっくりと溶けますが、硝酸に非常に溶け込みます。 溶けやすく、アルカリに溶けず、酸化物も水に溶けません。
カドミウムコーティングは亜鉛コーティングよりも柔らかく、水素脆化が少なく、接着力が強く、特定の電解条件下では、得られるカドミウムコーティングは亜鉛コーティングよりも美しくなります。 しかし、カドミウムが溶けるときに生成されるガスは有毒であり、可溶性カドミウム塩も有毒です。 通常の条件下では、カドミウムは鋼の陰極コーティングであり、海洋および高温雰囲気では陽極コーティングです。
応用:
これは主に、海水または同様の塩溶液および飽和海水蒸気の大気腐食から部品を保護するために使用されます。 多くの航空、海洋および電子産業の部品、ばね、およびねじ部品はカドミウムメッキを使用しています。 磨き、リン酸化し、塗料の最下層として使用できますが、食器として使用することはできません。
https://www.sansmachining.com/ja/%e4%ba%9c%e9%89%9b%e3%83%a1%e3%83%83%e3%82%ad%e3%80%81%e3%82%ab%e3%83%89%e3%83%9f%e3%82%a6%e3%83%a0%e3%83%a1%e3%83%83%e3%82%ad%e3%80%81%e3%82%af%e3%83%ad%e3%83%a0%e3%83%a1%e3%83%83%e3%82%ad%e3%80%81/
最終更新日:2021-11-29
CNC機械加工プロセスの分析

CNC機械加工のプロセス分析にはさまざまな側面が含まれるため、ここではCNC機械加工の可能性と利便性のみを分析します。
部品図のサイズデータは、プログラミングの利便性の原則に準拠している必要があります
1.部品図の寸法記入方法は、CNC機械加工の特性に適合している必要があります
CNC機械加工部品の図面では、寸法を同じ基準で引用するか、座標寸法を直接指定する必要があります。 このマーキング方法は、プログラミングに便利なだけでなく、寸法間の相互調整にも便利であり、設計ベンチマーク、プロセスベンチマーク、検査ベンチマーク、およびプログラミング原点設定の一貫性を維持するのに非常に便利です。 部品設計者は一般に組立やその他の使用特性を考慮して寸法を決定するため、部分的に分散したマーキング方法を採用する必要があり、プロセスの配置やCNC機械加工に多くの不便をもたらします。 CNC加工の高精度と繰り返し位置決めにより、累積誤差が大きくても使用特性が損なわれることはありません。 したがって、局所散乱ラベリング方法は、同じ参照引用サイズまたは座標サイズラベリング方法に直接変更できます。
2.パーツの輪郭を構成する幾何学的要素の条件が十分である必要があります
基点またはノードの座標は、手動プログラミング中に計算する必要があります。 自動プログラミングでは、成形品の輪郭を構成するすべての幾何学的要素を定義する必要があります。 したがって、部品図を分析するときは、幾何学的要素の所定の条件が十分であるかどうかを分析する必要があります。 たとえば、円弧と直線、円弧と円弧は図面に接していますが、図面に記載されているサイズに応じて、接線条件を計算すると、交差または分離状態になります。 コンポーネントの幾何学的要素の条件が不十分なため、プログラミングを開始できません。 このような状況が発生した場合は、部品設計者と相談して解決する必要があります。
部品の各加工部品の構造的職人技は、CNC機械加工の特性に準拠している必要があります
1)キャビティと部品の形状には、均一な幾何学的タイプと寸法を採用することをお勧めします。 これにより、ツールの仕様とツールの変更回数を減らし、プログラミングを容易にし、生産効率を向上させることができます。
2)内溝のフィレットサイズが工具径のサイズを決定するため、内溝のフィレット半径は小さすぎないようにしてください。 部品の製造可能性の品質は、処理された輪郭の高さと遷移円弧半径のサイズに関連しています。
3)成形品が底面をフライス盤加工する場合、溝の底部フィレット半径rは大きすぎないようにする必要があります。
4)統一された基準測位を採用する必要があります。 CNC加工では、統一された基準位置がない場合、ワークの再取り付けにより、加工後の2つの面の輪郭の位置とサイズに一貫性がなくなります。 したがって、上記の問題を回避し、2つのクランププロセス後の相対位置の精度を確保するには、統一された基準位置決めを採用する必要があります。
https://www.sansmachining.com/ja/cnc%E6%A9%9F%E6%A2%B0%E5%8A%A0%E5%B7%A5%E3%83%97%E3%83%AD%E3%82%BB%E3%82%B9%E3%81%AE%E5%88%86%E6%9E%90/
最終更新日:2021-11-26
CNC機械加工部品の表面仕上げを改善するための推奨事項

完璧なCNC機械加工部品を入手するには、いくつかの点に注意する必要があります。 これらの主要な指標のいくつかは、正しいサイズと公差、形状、使用される原材料の品質など、製造を開始する前に表示されていました。 しかし、加工部品が製造された後、いくつかの作業を行う必要があります。
すべきこと
1.測定面の仕上げを理解する
粗さのピーク(Ra)とその分離(D)に焦点を当てた、プロファイル分析、面積および顕微鏡検査を含む、表面仕上げ測定にはいくつかの手法と特性があります。 どのテクノロジーが最も適切であり、多くのエネルギーと時間を費やすことなく望ましい結果を達成できるかを理解する必要があります。
2.速度を上げ、飼料を減らします
高価な部品を処理するときは、常に事前定義された正しい送りと速度に従うようにしてください。 仕上げを処理する正しい方法は、1分あたりの表面フィート(SFM)を増やし、1回転あたりのインチ(IPR)を減らすことです。 1分あたりの表面フィート(SFM)を増やすと、累積エッジ(BUE)が減少します。 これにより、工具の寿命が延び、工具の壊滅的な故障が完成部品に損傷を与える可能性が低くなります。 1回転あたりのインチ数(IPR)を減らすと、側面の摩耗が減り、ブレードの寿命が延びます。
3.チップブレーカーを使用する
切りくずを制御することは、良好な表面仕上げの鍵です。 発生した切りくずは、加工工程全体を大きく阻害します。 ワークピースと接触する前に、まずワークピースを制御する必要があります。
高品質のチップブレーカーを使用することをお勧めします。これにより、切削圧力が低下し、切りくずが簡単に空になります。 長くて薄い切りくずを生成する材料では、切りくずを切断領域に落ちやすいドリルビットに分割することにより、長い切りくずのストリングが切断領域からすばやく簡単に離れるのに役立ちます。
4.ノーズ半径を大きくします
ブレード先端の半径と結果として生じる表面仕上げの間には直接的な関係があります。 ノーズ半径を小さくすると工具への圧力が減少することは事実ですが、使用できる送り速度も制限されます。
ブレードは、ノーズ半径の半分でのみ供給することができます。 この範囲を超えると、結果のサーフェスはスレッドに似たものになります。 したがって、チャタリングのない最高の仕上がりを実現するために、可能な限り大きな半径を使用してください。
ノーズRを大きくすると、より重い切削も実行できます。これは、切削が難しい材料を切削する場合に必要です。 ただし、刃先Rが大きい場合は、仕上げパスで除去するために、より多くの材料をワークピースに残しておく必要があります。
5.バランスの取れたツールを使用して振動を低減します
仕上げ中の見かけの振動を減らすために、バランスの取れた工具技術を使用することが重要です。 RPMが高い場合、このステップはより重要になります。
https://www.sansmachining.com/ja/cnc%e6%a9%9f%e6%a2%b0%e5%8a%a0%e5%b7%a5%e9%83%a8%e5%93%81%e3%81%ae%e8%a1%a8%e9%9d%a2%e4%bb%95%e4%b8%8a%e3%81%92%e3%82%92%e6%94%b9%e5%96%84%e3%81%99%e3%82%8b%e3%81%9f%e3%82%81%e3%81%ae%e6%8e%a8/
最終更新日:2021-11-24
CNC加工中の工具の摩耗:タイプ、理由、および解決策

CNC製造および加工装置の普及により、切断技術の開発が促進されています。 私たちは、効率の向上、製品の品質の向上、そしてほぼすべての製品を正確な精度で生産する能力の向上を目の当たりにしてきました。
超耐熱合金や複合材料の登場により、切削工具の品質要件はますます厳しくなっています。 工具の摩耗が最も一般的です。 長時間作業した後、誤動作や誤動作が発生する場合があります。 実際、すべての切削工具は、その製造寿命の間に摩耗を経験します。
これは一般的ですが、過度の摩耗は当社の製品や機械には良くありません。 この摩耗によって引き起こされる不整合は、ワークピースに悪影響を及ぼし、主要な機器に損傷を与える可能性があります。 工具の摩耗も故障の原因となる可能性があり、重大な損傷、手直し、部品の廃棄につながる可能性があります。
したがって、エンドミルの最高のパフォーマンスを得るには、そのような異常を見つけてリアルタイムで修正することが非常に重要です。 私たちの経験に基づいて、さまざまなタイプのツールの摩耗と、それらを特定して軽減する方法についての私たちの見解を以下に示します。 彼らがあなたがツールの摩耗をよりよく管理するのを助けることができることを願っています!
CNCツールの摩耗要因
ツールウェアとは何ですか? 工具の摩耗は、通常の操作による工具の段階的な故障です。 切削工具の急速な摩耗を引き起こす多くの要因があります。
1)機械的摩耗
硬い材料や難しい材料を処理すると、切削工具が急速に摩耗する可能性があります。 最も加工が難しい材料は、熱伝導率が低いという特徴があり、高温での工具材料の接着剤の接着強度が低下し、工具の摩耗が加速します。
2)切削熱
硬度と靭性の高い材料を切削する場合、刃先の温度が非常に高く、工具の摩耗は機械加工が難しい材料を切削する場合と同様です。 特に短い切りくずを発生する被削材を加工する場合、クレーターは刃先付近で摩耗し、短時間で工具に損傷を与えます。
3)化学摩耗
切削時に、加工が難しい材料の成分と工具材料の一部の成分が高温条件下で反応し、これらの成分が析出、落下、または他の化合物を生成し、崩壊などの工具摩耗を加速します。
ツールの摩耗の種類とその回避方法
これは、CNC切断におけるいくつかの一般的な工具摩耗方法です。
https://www.sansmachining.com/ja/cnc%e5%8a%a0%e5%b7%a5%e4%b8%ad%e3%81%ae%e5%b7%a5%e5%85%b7%e3%81%ae%e6%91%a9%e8%80%97%ef%bc%9a%e3%82%bf%e3%82%a4%e3%83%97%e3%80%81%e7%90%86%e7%94%b1%e3%80%81%e3%81%8a%e3%82%88%e3%81%b3%e8%a7%a3/
最終更新日:2021-11-23
1-20件表示 / 59件
![]()


