





 大連三晟精密機械有限公司
大連三晟精密機械有限公司

最終更新日: 2022-10-03
21-40件表示 / 59件
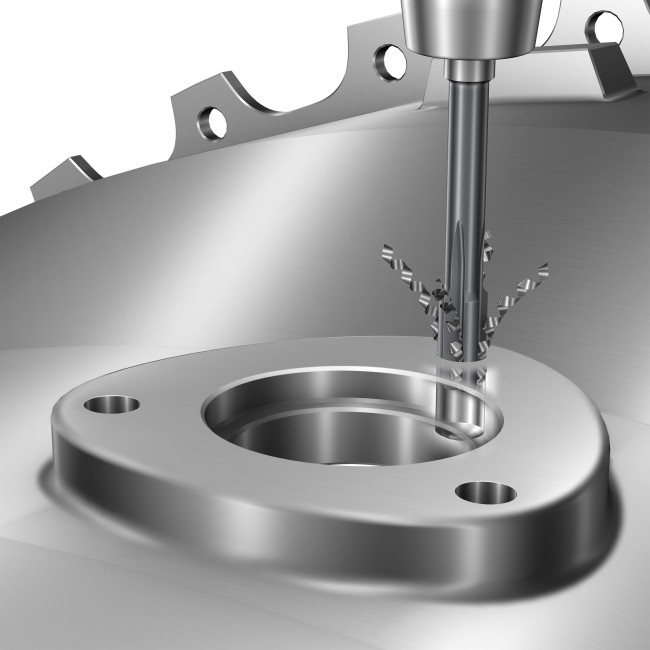
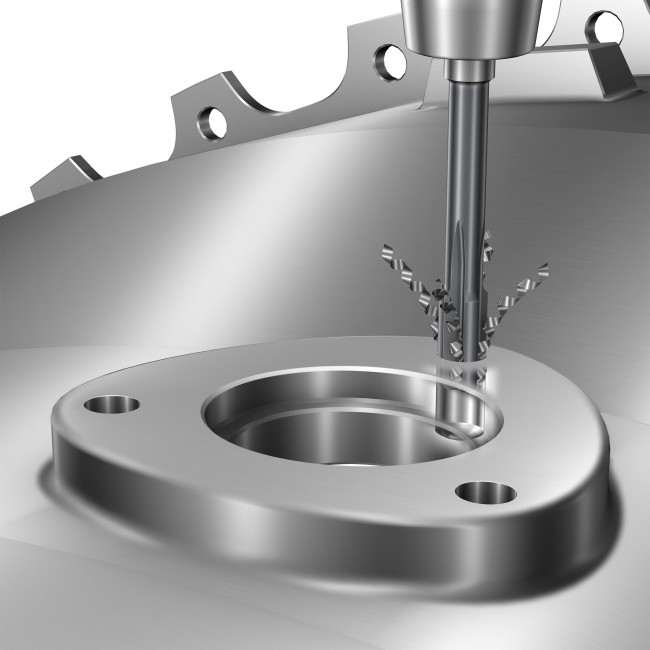
CNC加工で工具のたわみを減らす方法

工具のたわみとは何ですか?
ツールの変形は単なる名前です。 これは、意図した位置合わせからのツールの偏差です。 CNC機械加工切削工具はチャックにしっかりと固定されています。 これは、ツールの一方の端がチャックの内側に留まり、ツールのもう一方の操作端がフリーまたはカンチレバーであることを意味します。 CNC機械加工作業では、工具は常にワークピースに力を加えるため、ワークピースの材料も抵抗を提供します。 CNCツールは、抵抗とともにさまざまな操作力の影響を受けます。 したがって、工具の剛性が外力に耐えられない場合、工具は設定された位置合わせから外れます。
工具のたわみは、CNC加工で次のエラーを確実に引き起こします。
ツールまたはアーティファクトの壊滅的な障害
ツールのライフサイクルの枯渇
サイズエラー
粗い表面または潜在的な表面損傷
工具のたわみを防止または低減するための戦略
ツールのスキューを100%回避することはできませんが、いくつかの戦略と戦略を使用することで、ツールのスキューを減らすことができます。 CNC機械工は、以下の実証済みの戦略を使用して、作業中の工具のたわみを減らすことができます。
延長の長さを最小にします。
CNCツールのクラッチポイントとツールの操作チップの間の距離は、延長長さと呼ばれます。 ツールは片持ち梁として取り付けられているため、常に曲げ応力と外部の垂直および水平方向の力を受けます。 片持ち梁の応力理論によれば、オーバーハングの長さが短いほど、曲げ応力の影響は小さくなります。 コンセプト自体に基づいて、工具のオーバーハングの長さを最小限に抑えることで、工具のたわみを減らすことができます。 これらの要素は、部品の形状と処理要件の詳細とバランスを取る必要があります。
ツールのコア強度を強化します。
ツールのコア強度は、フルートの長さと範囲によって異なります。 溝の長さと延長の違いがコアの剛性を定義します。 したがって、均一なラジアルを使用したCNC機械加工操作では、長溝工具が優れた性能を発揮します。 コアの直径を厚く保つと、せん断応力を吸収するためにより多くの材料壁が提供されるため、コアの強度と剛性が最終的に向上します。
ツールの剛性を高める:
工具剛性のカテゴリには、工具の状態、工具の材質、工具のサイズと形状(ブレードの数、コアの直径、工具ホルダーの直径)など、複数の影響があります。 工具が磨耗して鈍くなると、切削効率が低下し、鋭利な工具と同じ切削と仕上げを実現するためにより多くの力が必要になります。 したがって、より多くの工具のたわみが発生します。 より強力な材料で作られた高品質の工具は、工具のたわみを減らすことができます。 最後に、より大きな直径、より具体的にはより大きなコア直径を備えた工具はより硬い。 したがって、パーツの形状で許可されている最大のツールを使用する必要があります。
より大きなまたはより短いツールを使用できるとは限りません。 特定の操作では、長距離または長溝の工具が必要になる場合があります。 このような場合、ツールは操作と一致する必要があります。 最小の切削面を必要とする深加工には、直径が大きくハンドルが硬い長距離工具が適しています。 一方、シームレス壁の操作には、長スロットのツールが必要です。
最終更新日:2021-11-23
鋼加工用表面硬化処理サービス
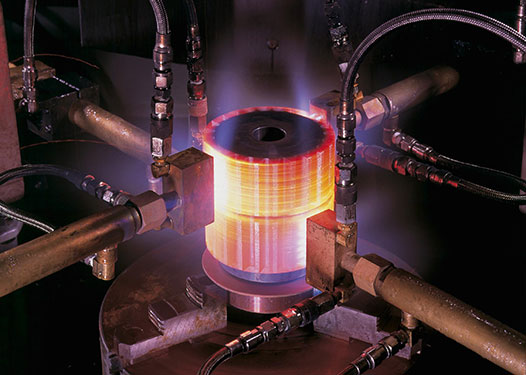
主要な特性の2つの一般的なプロセス
これらの異なる特性を取得するために、2つの一般的な方法が使用されます。
1)焼入れ焼戻しの前後で、表面の化学組成を変化させます。 使用されるプロセスには、浸炭、窒化、シアン化、および浸炭窒化が含まれます。
2)加熱および焼入れプロセスにより、表面層のみが硬化します。 表面硬化に使用される最も一般的な方法は、火炎硬化と高周波焼入れです。
以下は、表面硬化処理の詳細な分析です
浸炭プロセス
炭素質媒体中で部品を加熱することにより、炭素は制御された深さまで部品の表面に拡散します。 結果として生じる浸炭深さ(通常は浸炭深さと呼ばれます)は、使用される媒体の炭素ポテンシャルと浸炭処理の時間と温度に依存します。 靭性を高めるための浸炭に最も適した鋼は、炭素含有量が十分に低い(通常は0.3%未満)鋼です。 浸炭温度範囲は1550〜1750°F(843〜954°C)で、温度と時間はさまざまな表面深さになるように調整されます。 鋼の選択、焼入れ性、焼入れタイプは、セクションサイズ、必要なコア硬度、およびサービス要件によって異なります。
最も一般的に使用される3つの浸炭技術
液体浸炭
溶融シアン化バリウムまたはシアン化ナトリウムで鋼を加熱します。 カーボンに加えて、ケースは窒素を吸収するため、表面の硬度が高くなります。
浸炭パック
これは、固体炭素材料と鋼を密閉容器に密封することによって行われます。 その後、加熱します。
ガス浸炭
このプロセスでは、特定の炭素含有量を含むガス中で鋼を加熱します。 使用すると、炭素含有量を厳密に制御できます。
これらの方法のいずれかを使用して、浸炭サイクル後に再加熱せずに部品を焼入れするか、またはそれを空冷してから焼入れ前にオーステナイト化温度に再加熱することが可能です。
キャビネットの奥行きは、使用中の負荷条件に合わせて変更できます。 ただし、メンテナンス特性では、多くの場合、パーツの選択された領域のみを表面硬化する必要があります。 ケースに入れられない領域を銅メッキまたは市販のペーストの層で覆うと、カーボンは露出した領域のみに浸透します。 もう1つの方法は、部品全体を浸炭し、硬化する前に機械加工で処理することです。 選択した領域のシェルを削除します。
窒化プロセス
このプロセスは、アンモニアと分解アンモニア中で華氏900度から華氏1150度の温度範囲で鋼部品を加熱することによって実行されます。 窒化物の形成は、薄くて硬いシェルの形成を可能にします。 このプロセスを成功させるには、鋼に強力な窒化物形成能力を備えた元素が必要です。 これらの元素には、クロムモリブデンおよびアルミニウムを含む特殊な非標準グレードの鋼が含まれます。 さらに、このプロセスの主な利点は、窒化前に焼入れ、焼き戻し、機械加工を実行できることです。 これは、窒化プロセス中にわずかな変形しか発生しないためです。
https://www.sansmachining.com/ja/%e9%8b%bc%e5%8a%a0%e5%b7%a5%e7%94%a8%e8%a1%a8%e9%9d%a2%e7%a1%ac%e5%8c%96%e5%87%a6%e7%90%86%e3%82%b5%e3%83%bc%e3%83%93%e3%82%b9/
最終更新日:2021-11-19
リーマの10の主要な問題と解決策 4

8.リーマーの歯のチッピング
リーマ許容量が大きすぎます。
被削材の硬度が高すぎます。
刃先の揺れが大きすぎて、切削荷重が不均一です。
リーマの進入角度が小さすぎるため、切削幅が広くなります。
深い穴や止まり穴をリーマ加工する場合、切りくずが多すぎて時間内に除去されません。
研ぎの際にナイフの歯が磨耗した。
解決
前処理されたアパーチャサイズを変更します。
材料の硬度を下げるか、負のフロントアングルリーマまたは超硬合金リーマに切り替えます。
コントロールスイングは適格範囲内です。
入る角度を大きくします。
チップのタイムリーな除去に注意するか、ブレードアングルリーマーを使用してください。
シャープニングの品質に注意してください。
9.壊れたリーマーハンドル
リーマ許容量が大きすぎます。
テーパ穴をリーマ加工する場合、粗削りリーマ代の配分や切削量の選択は不適切です。
リーマ歯の切りくず容量が小さく、切りくずが詰まっています。
解決
前処理されたアパーチャサイズを変更します。
許容量の割り当てを変更し、合理的にカット量を選択します。
リーマーの歯数を減らすか、切りくずスペースを増やすか、歯の隙間から1つの歯を削ります。
10.リーマ加工後の穴の中心線が真っ直ぐではない
リーマの剛性が低いため、特に穴径が小さい場合、リーマ前の穴あけが歪んでしまい、元の曲率を補正することができません。
リーマーの進入角度が大きすぎます。
ガイダンスが不十分な場合、リーマーはリーミング中に簡単に逸脱します。
切断部の逆円錐が大きすぎます。
リーマーは断続的な穴の真ん中の隙間で移動します。
手でリーミングする場合、一方向に力がかかりすぎると、リーマーが一方の端にたわみ、リーミングの垂直性が失われます。
解決
穴を修正するためにリーマ加工またはボーリング加工を追加します。
入る角度を小さくしてください。
適切なリーマーを調整します。
リーマをガイド部またはより長い切断部と交換してください。
正しい操作に注意してください。
最終更新日:2021-11-18
リーマの10の主要な問題と解決策 3
5.内穴の高い表面粗さ
切削速度が速すぎます。
切削液の選択が不適切です。
リーマの進入角度が大きすぎて、リーマの刃先が同じ円周上にありません。
リーマ許容量が大きすぎます。
リーマ許容量が不均一または小さすぎて、部分的な表面がリーマ加工されていません。
リーマの切断部に過度の揺れがあり、刃先が鋭くなく、表面が粗い。
リーマーブレードが広すぎます。
リーマ加工時の切りくず除去がスムーズではありません。
リーマーの過度の摩耗。
リーマーは傷みがあり、刃先にバリや欠けがあります。
刃先には構成刃があります。
材料関係により、0度のすくい角や負のすくい角リーマには適していません。
解決
切断速度を下げます。
加工材に合わせて切削液をお選びください。
入る角度を適切に減らし、リーマーエッジを正しく鋭くします。
リーマの許容量を適切に減らします。
リーマの前底穴の位置精度と品質を向上させるか、リーマ許容値を増やしてください。
資格のあるリーマーを使用してください。
土地の幅をシャープにします。
特定の状況に応じて、リーマの歯数を減らすか、切りくずポケットのスペースを増やすか、刃を傾けたリーマを使用して切りくずの除去をスムーズにします。
リーマーを定期的に交換し、研ぐときに研削エリアを削り取ります。
リーマーの研ぎ、使用、輸送中は、衝突を防ぐための保護対策を講じる必要があります。
傷ついたリーマーは、極細オイルストーンを使用して傷ついたリーマーを修理するか、交換してください。 オイルストーンを使用してリーマーをトリミングして通過させ、フロント角度が5°〜10°のリーマーを使用します。
6.リーマーの耐用年数が短い
リーマー素材が不適切です。
リーマーは研ぎの間に燃えました。
切削液の選択が不適切であり、切削液が切削領域にスムーズに流れません。
リーマーを削った後の表面粗さの値が高すぎます。
Solution
加工する材料に応じて、リーマ材料を選択することができ、硬質合金リーマまたはコーティングリーマを使用することができる。
火傷を防ぐために、研削と切断の量を厳密に制御します。
多くの場合、切削液は加工材料に応じて正しく選択されます。
切りくずフルートの切りくずを頻繁に取り除き、微研削または研削後の要件を満たすのに十分な圧力の切削液を使用してください。
7.リーマ穴の位置精度が悪い
ガイドスリーブを着用しています。
ガイドスリーブの下端がワークから離れすぎています。
ガイドスリーブは長さが短く、精度が悪い。
スピンドルベアリングが緩んでいます。
解決
ガイドスリーブは定期的に交換してください。
ガイドスリーブを長くして、ガイドスリーブとリーマの隙間のマッチング精度を向上させます。
工作機械を適時に修理し、スピンドルベアリングのクリアランスを調整します。
最終更新日:2021-11-18
リーマの10の主要な問題と解決策 2
3.リーマ内穴が丸くない
リーマーが長すぎて剛性が不足しているため、リーマ加工時に振動が発生します。
リーマーの進入角度が小さすぎます。
リーマーの刃先は狭いです。
リーマ許容量が低すぎます
内穴の表面に隙間やクロスホールがあります。
穴の表面に水ぶくれや毛穴があります。
スピンドルベアリングが緩んでいるか、ガイドスリーブがないか、リーマーとガイドスリーブの間のクリアランスが大きすぎます。
薄肉ワークのクランプがきつく締めすぎるため、アンロード後にワークが変形します。
解決
剛性が不十分なリーマの場合、ピッチが等しくないリーマを使用できます。 リーマーの取り付けは、進入角度を大きくするためにしっかりと接続する必要があります。
認定リーマーを使用して、前処理プロセスの穴位置公差を制御します。
不等ピッチリーマを採用し、より長く、より正確なガイドスリーブを採用。
修飾されたブランクを選択します。
等ピッチリーマでより精密な穴をリーマ加工する場合は、工作機械の主軸のすきまを調整し、ガイドスリーブの合わせすきまを高くする必要があります。
適切なクランプ方法を使用して、クランプ力を減らします。
4.穴の内面には明らかなエッジ面があります
リーマ許容量が大きすぎます。
リーマの切削部の逃げ角が大きすぎます。
リーマーブレードが広すぎます。
ワークの表面に毛穴や水ぶくれがあります。
スピンドルスイングの差が大きすぎます。
解決
リーマの許容量を減らします。
切削部の逃げ角を小さくしてください。
土地の幅をシャープにします。
修飾されたブランクを選択します。
機械のスピンドルを調整します。
最終更新日:2021-11-18
リーマの10の主要な問題と解決策 1

リーマ加工では、穴径が大きすぎたり、内穴の表面粗さが大きくなったりするなど、多くの問題が発生します。 今日は、10の一般的な問題と解決策を要約します。
1.絞りが大きくなり、誤差が大きくなる
リーマの外径の設計値が大きすぎるか、リーマにバリがあります。
切削速度が速すぎます。
不適切な送りまたは過度の加工許容値。
リーマーの進入角度が大きすぎます。
リーマーが曲がっています。
リーマーには刃先があります。
リーマエッジの振れが鋭くなりすぎます。
切削液の選択が不適切です。
リーマーを取り付ける際に、テーパーハンドルの表面のオイルが洗浄されていないか、テーパーの表面がぶつかっていました。
テーパーシャンクのフラットテールは、工作機械のスピンドルとテーパーシャンクの円錐干渉にオフセットされています。
スピンドルが曲がっている、またはスピンドルベアリングが緩すぎるか損傷している。
リーマーフローティングは柔軟ではありません。
ワークとは軸が異なります。
リーマ加工時は両手の力が不均一になり、リーマーが左右に揺れます。
解決
特定の状況に応じて、リーマーの外径を適切に小さくしてください。
切断速度を下げます。
送りを適切に調整するか、加工許容値を減らしてください。
入る角度を適切に減らします。
曲がった使用できないリーマーをまっすぐにするか、廃棄します。
オイルストーンで慎重にトリミングして通過させます。
スイング差を許容範囲内に制御します。
冷却性能の高い切削液をお選びください。
リーマを取り付ける前に、リーマのテーパシャンクと工作機械のスピンドルのテーパ穴の油を拭き取り、テーパ面をオイルストーンで研磨してください。
リーマーの平らな尾を鋭くします。
スピンドルベアリングを調整または交換します。
フローティングチャックを調整し、同軸度を調整します。
正しい操作に注意してください。
2.絞りが減少します。
リーマの外径の設計値が小さすぎます。
切削速度が遅すぎます。
送り速度が大きすぎます。
リーマーの進入角度が小さすぎます。
切削液の選択が不適切です。
研ぎの際、リーマの摩耗部分は摩耗せず、弾性回復により穴径が小さくなります。
鋼部品をリーマ加工する場合、マージンが大きすぎるか、リーマが鋭くないため、弾性回復が生じやすく、開口部が小さくなります。
内穴は丸くなく、穴径は不適格です。
解決
リーマーの外径を変更してください。
切削速度を適切に上げてください。
送り速度を適切に下げます。
入る角度を適切に大きくしてください。
潤滑性能の良い油性切削液をお選びください。
リーマは定期的に交換し、リーマの切断部分を正しく削ってください。
リーマのサイズを設計する際には、上記の要素を考慮するか、実際の状況に応じて値を選択する必要があります。
トライアルカットを行い、適切なマージンを取り、リーマーを研ぎます。
最終更新日:2021-11-18
ワイヤ放電加工の異常な精度と効率のための3つのヒント

ワイヤ放電加工工作機械は、数μmの加工精度を達成できる高精度の工作機械であり、表面粗さRaは<0.2μmに達することができます。 しかし、一部の工場では、低速のワイヤー工作機械を使用する際に細部に注意を払わず、優れた工作機械で効率的かつ高精度の加工を簡単に実現できると考えています。
実際、低速ワイヤ処理の精度と効率に注意を払うには、これらの3つの主要なポイントに注意を払う必要があります。
1.プロセスの前提
ワイヤ放電加工工作機械には、プロセスパラメータライブラリが装備されています。 プロセスパラメータは、一般的に特定の条件下で取得されます(ワークピースの材料、電極ワイヤ、温度20±3°C、湿度40%〜80%など)。
以下の条件が変更されたり、基準を満たしていない場合、処理結果にばらつきが生じる可能性があります。
1)フラッシング仕様:標準パラメータで処理する場合、水圧計の表示値と理論値を比較した後、差は0.5bar(1bar = 0.1MPa)未満である必要があります。
2)ワークとノズルの隙間:0.05〜0.10mm。
3)表面粗さがRa≥0.35μmを必要とする場合、効率に注意を払って切断ワイヤーを選択できます(マシンに付属しているのと同じタイプのワイヤーを使用することをお勧めします)。 Ra <0.35μmの場合、良好な加工面を得るために、面を選択してください。亜鉛メッキ線を加工します。
4)仕上げ中、特に仕上げ中は、水μS<10であることを確認してください。プロセスパラメータの要件に従ってください。 必要に応じて、樹脂または精製水を交換してください。
2.加工精度に及ぼす温度の影響
高精度で高品質の動きの遅いワイヤー切断処理を行うためには、環境が安定しており、指定された要件を満たしている必要があります。 直射日光や空気の流れがあってはなりません。 温度変化を監視する必要があります。 加工精度を確保するための工作機械の温度範囲は(20±3)℃ですが、温度差が大きいと加工精度や表面粗さに影響します。
室温の変化は加工精度に大きな影響を与え、その影響はサイズ、位置、形状の3つの側面に反映されます。 下図に示すように、温度変化が大きく、ワークのサイズが大きいほど、温度の影響が顕著になります。 たとえば、長さが200mmのワークピースは、温度差が5°Cの場合、0.01mmの寸法誤差があります。 1回の起動で大部分を完了するのが最善です。 一晩放置すると主切削の効果はほとんどありませんが、トリミング中に停止すると加工精度の確保が困難になります。
https://www.sansmachining.com/ja/%e3%83%af%e3%82%a4%e3%83%a4%e6%94%be%e9%9b%bb%e5%8a%a0%e5%b7%a5%e3%81%ae%e7%95%b0%e5%b8%b8%e3%81%aa%e7%b2%be%e5%ba%a6%e3%81%a8%e5%8a%b9%e7%8e%87%e3%81%ae%e3%81%9f%e3%82%81%e3%81%ae3%e3%81%a4%e3%81%ae/
最終更新日:2021-11-18
CNC加工における一般的な問題と改善方法

クランブル
理由と改善:
フィードが速すぎる
-適切な送り速度まで減速します
切断開始時の送りが速すぎる
-切削開始時の送り速度を遅くします
緩いクランプ(ツール)
-クランプ
緩いクランプ(ワーク)
-クランプ
剛性不足(工具)
-許可されている最短の工具を使用し、シャンクをより深くクランプして、フライス盤を試してください
工具の刃先が鋭すぎる
-壊れやすい刃先角度を変更します。
工作機械と工具ホルダーの剛性不足
-剛性のある工作機械とツールホルダーを使用する
切る
理由と改善:
機械速度が速すぎる
-減速して十分なクーラントを追加します
硬化物
-高度な切削工具と工具材料を使用して、表面処理方法を増やします
切りくず付着
-送り速度、チップサイズを変更するか、冷却オイルまたはエアガンを使用してチップをクリーニングします
不適切な送り速度(低すぎる)
-送り速度を上げて、フライス盤を下げてみてください
不適切な切削角度
-適切な切削角度に変更します
工具の最初の逃げ角が小さすぎます
-より大きなリアアングルに変更
損傷
理由と改善:
フィードが速すぎる
-送り速度を遅くします
カットが多すぎる
-エッジあたりの切削量を少なくします
ブレードの長さと全長が長すぎます
-シャンクをより深くクリップし、短い工具を使用して、フライス盤を試してください
摩耗が多すぎる
-最初に再粉砕します
チャターマーク
理由と改善:
送り速度と切削速度が速すぎる
-送りと切断速度を修正します
剛性不足(工作機械・工具ホルダー)
-より良い工作機械と工具ホルダーを使用するか、切削条件を変更してください
バックアングルが大きすぎる
-より小さなレリーフ角度に変更し、刃先を処理します(エッジをオイルストーンで1回研磨します)
緩いクランプ
-ワークをクランプします
3軸CNC加工
スピードとフィードを検討する
速度、送り、切り込みの深さの3つの要素の相互関係は、切断効果を決定する上で最も重要な要素です。 不適切な送りと速度は、多くの場合、生産の低下、ワークの品質の低下、および工具の大きな損傷につながります。
次の目的で低速範囲を使用します。
高硬度材料
わがままな資料
カットしにくい素材
ヘビーカッティング
最小限の工具摩耗
最長の工具寿命
高速範囲を使用して
柔らかい素材
より良い表面品質
工具外径が小さい
軽い切断
脆い部品
手動操作
最大の処理効率
非金属材料
高送りを使用する
重くて荒い切断
鉄骨構造
材料の処理が簡単
荒削り工具
平面切断
低引張強度材料
粗いカッター
低送りを使用する
軽加工、微切削
脆い構造
材料の処理が難しい
小さなツール
深い垂直溝処理
高引張強度材料
仕上げ工具
最終更新日:2021-11-17
CNC加工における一般的な問題と改善方法

衝突-オペレーター
理由
深さZ軸工具設定エラー。
分割のヒット数と操作が間違っています(片側の読み取りにインフィード半径がないなど)。
間違ったツールを使用してください(例:D4ツールはD10ツールで処理されます)。
プログラムが失敗します(例:A7.NCがA9.NCになります)。
手動操作中にハンドホイールが間違った方向に回転します。
手動早送り中に間違った方向を押します(例:-Xを押して+ Xを押します)。
改善:
深さZ軸工具の設定では、工具の位置に注意する必要があります。 (底面、上面、分析面など)。
カウントと操作が完了したら、繰り返し確認してください。
工具をクランプするときは、ロードする前にプログラムシートとプログラムで繰り返し確認してください。
プログラムは順番に1つずつ進む必要があります。
手動操作を使用する場合は、オペレーター自身が工作機械の操作能力を強化する必要があります。
手動早送りでは、最初にZ軸をワークピースまで上げて移動できます。
曲面精度
理由
不当な切削パラメータ、ワークピースの粗い表面。
工具の刃先が鋭くない。
ツールクランプが長すぎ、ブレードが長すぎて空気を避けられません。
切りくず除去、エアブロー、オイルフラッシングは良くありません。
工具の移動方法をプログラムします(可能な限りダウンミリングを検討できます)。
ワークにバリがあります。
改善
切削パラメータ、公差、マージン、および送り速度の設定は適切である必要があります。
このツールは、オペレーターが不定期に検査して交換する必要があります。
工具をクランプするとき、オペレーターはできるだけ短くクランプする必要があり、刃先が長すぎないようにする必要があります。
フラットナイフ、Rナイフ、ラウンドノーズナイフの場合、速度送りの設定は適切である必要があります。
ワークにはバリがあります。工作機械、切削工具、切削方法に直接関係しています。 そのため、工作機械の性能を理解し、エッジをバリで補う必要があります。
最終更新日:2021-11-17
CNC加工における一般的な問題と改善方法

ワークがオーバーカットされている
理由:
ナイフをバウンスします。ツールの強度が長すぎたり小さすぎたりしないため、ツールがバウンドします。
オペレーターによる不適切な操作。
不均一な切削許容値(例:曲面の側面で0.5、底面で0.15)
不適切な切削パラメータ(許容値が大きすぎる、SF設定が速すぎるなど)
改善
ナイフの使用の原則:大きくても小さくなくてもよく、短くても長くはできません。
コーナークリーニングプログラムを追加し、マージンをできるだけ均等に保ちます(側面と底面のマージンは同じです)。
切削パラメータを合理的に調整し、マージンの大きい角を丸めます。
工作機械のSF機能を利用して、速度を微調整し、最高の切削効果を実現します。
スコアリングの問題
理由:
オペレーターによる手動操作中は不正確です。
金型の周りにバリがあります。
センターロッドは磁性を持っています。
金型の4つの側面は垂直ではありません。
改善
手動操作は繰り返し注意深くチェックし、ポイントはできるだけ同じ高さにする必要があります。
型の周囲をオイルストーンまたはヤスリでバリ取りし、布できれいに拭き、最後に手で確認します。
金型をセンタリングする前に、センタリングロッドを消磁してください(セラミックセンタリングロッドなどを使用できます)。
金型の4つの側面が垂直であるかどうかを確認するためにキャリブレーションします(大きな垂直エラーは、フィッターで計画を確認する必要があります)。
工具設定の問題
理由:
オペレーターによる手動操作中は不正確です。
工具クランプが間違っています。
フライングナイフの刃が間違っています(フライングナイフ自体に特定のエラーがあります)。
Rナイフ、平底ナイフ、フライングナイフの間にエラーがあります。
改善:
手動操作は繰り返し注意深くチェックし、工具設定は可能な限り同じポイントにする必要があります。
ツールがクランプされたら、エアガンで吹き飛ばすか、布で拭きます。
フライングナイフの上刃をシャンクと滑らかな底面で測定する必要がある場合は、1枚の刃を使用できます。
別の工具設定プログラムにより、Rナイフ、フラットナイフ、フライングナイフ間のエラーを回避できます。
衝突-プログラミング
理由
安全高さが不十分であるか、設定されていません(早送りG00中に工具またはチャックがワークピースにぶつかります)。
プログラムシートのツールと実際のプログラムツールの記述が間違っています。
プログラムシートの工具長(刃長)と実際の加工深さが正しく書き込まれていません。
プログラムシートの深さZ軸アクセスと実際のZ軸アクセスが正しく書き込まれていません。
プログラミング中の座標設定が間違っています。
改善:
ワークピースの高さを正確に測定し、安全高さがワークピースより上にあることを確認してください。
プログラムリストのツールは、実際のプログラムツールと一致している必要があります(自動プログラムリストまたは画像を使用してプログラムリストを表示してみてください)。
ワークの実際の加工深さを測定し、プログラムシートに工具の長さと刃の長さを明確に記入します(通常、工具ホルダーの長さはワークより2〜3MM長く、刃の長さは0.5〜1.0MM)
ワークの実際のZ軸数を取り、プログラムシートに明確に記入してください。 (この操作は通常手動で記述され、繰り返しチェックする必要があります)
最終更新日:2021-11-17
低炭素鋼と高炭素鋼の違いは何ですか?

鋼の化学組成に応じて、炭素鋼と合金鋼の2つのカテゴリに分類できます。
炭素鋼は次のように分類されます。
低炭素鋼、0.25%未満の炭素含有量。
中炭素鋼、炭素含有量は0.25%-0.6%です。
炭素含有量が0.6%を超える高炭素鋼。
軟鋼は、炭素含有量が0.25%未満の炭素鋼です。 強度、硬度、柔らかさが低いことから、軟鋼とも呼ばれます。 これには、ほとんどの通常の炭素構造用鋼と一部の高品質炭素構造用鋼が含まれ、そのほとんどは熱処理なしの構造部品のエンジニアリングに使用され、一部は浸炭やその他の熱処理後に耐摩耗性が必要な機械部品に使用されます。
中炭素鋼は、熱間加工および切削性能は良好ですが、溶接性能は劣ります。 強度と硬度は低炭素鋼よりも高く、塑性と靭性は低炭素鋼よりも低くなります。 熱処理なし、冷間圧延材、冷間引抜材、または熱処理後に直接使用できます。 焼入れ強化中炭素鋼は、優れた包括的な機械的特性を備えています。 達成できる最高硬度はHRC55(HB538)程度で、σbは600〜1100MPaです。 したがって、中炭素鋼は、中強度レベルのさまざまな用途で最も広く使用されています。 建材としてだけでなく、さまざまな機械部品の製造にも幅広く使用されています。
高炭素鋼(高炭素鋼)は工具鋼と呼ばれることが多く、炭素含有量は0.60%〜1.70%で、焼入れ焼戻しが可能で、溶接性能が劣ります。 ハンマーやバールなどは、炭素含有量が0.75%の鋼でできています。 ドリルビット、タップ、リーマーなどの切削工具は、炭素含有量が0.90%から1.00%の鋼でできています。
鋼の溶接性能は、主にその化学組成に依存します。 最も影響力のある元素は炭素です。これは、金属の炭素含有量がその溶接性を決定することを意味します。 鋼の他の合金元素のほとんどは溶接を助長しませんが、それらの影響の程度は一般に炭素のそれよりはるかに小さいです。
一般に、低炭素鋼は溶接性が良く、特別な加工方法は必要ありません。 アルカリ電極で溶接する必要があるのは、低温、厚板、または高い要件が必要な場合、および適切な予熱が必要な場合のみです。 低炭素鋼の炭素および硫黄含有量が上限を超える場合、高品質の低水素溶接棒の使用、予熱および後熱などの手段に加えて、溝の形状を合理的に選択し、 熱亀裂を防ぐために、溶融比を下げる必要があります。
中炭素鋼は、溶接中にコールドクラックが発生する傾向があります。 炭素含有量が多いほど、熱影響部の硬化傾向が大きくなり、コールドクラックの傾向が大きくなり、溶接性が低下します。 母材の炭素含有量が増加すると、それに応じて溶接金属の炭素含有量も増加します。 硫黄の悪影響と相まって、溶接部に高温の亀裂が発生しやすくなります。 したがって、中炭素鋼の溶接では、耐クラック性に優れたアルカリ電極を使用し、クラックの発生を抑えるために予熱・後熱対策を講じる必要があります。
最終更新日:2021-11-12
切削液の臭気と腐食の問題と解決策

切削液は、冷却、潤滑、洗浄、防錆の機能があるため、切削工程で広く使用されています。
切削液の使用では、劣化、臭い、腐食、泡立ち、オペレーターの皮膚アレルギーなどの問題が発生することがよくあります。 実務経験を生かし、切削液使用の問題点と対策についてお話します。
1.切断波の劣化と臭いの問題
切削液には多くのバクテリアが含まれており、切削液中のバクテリアには主に好気性菌や嫌気性菌が含まれています。 好気性菌は、水、切削液の濃縮液、工作機械からの油漏れなどのミネラルが存在する環境に生息しています。 好気性条件下では、20〜30分ごとに2つに分かれます。 嫌気性菌は酸素のない環境に生息し、1時間に2つに分裂し、SO2、腐った卵の臭いを代謝して放出し、切削液が黒くなります。 切削液中のバクテリアが106を超えると、切削液が臭くなります。
(1)バクテリアは、主に次のチャネルから切削液に入ります。
※切削液の調製に使用する水中のバクテリアなど、調製過程で侵入するバクテリア。
※空気中のバクテリアが切削液に入ります。
*作業プロセス間の転送は、切削液の感染を引き起こします。
*ポイ捨てなどのオペレーターの悪い習慣。
※工作機械や作業場の清潔度が悪い。
(2)細菌の増殖を制御する方法:
*高品質で安定した切削液を使用してください。
※濃縮液を純水で調製することは、調製が容易であるだけでなく、切削液の潤滑性を向上させ、切りくずの除去量を減らし、細菌の侵食を防ぐことができます。
※使用時は、切削液中の濃縮液の比率が低くなりすぎないように制御してください。そうしないと、バクテリアが繁殖しやすくなります。
※工作機械に使用する油にはバクテリアが含まれているため、工作機械から切削液への油漏れを最小限に抑える必要があります。
※切削液のpHが8.3〜9.2の場合、バクテリアが繁殖しにくいため、pHを上げるために新しい切削液を追加する必要があります。
※切削液は清潔に保ち、汚れ、油、食品、タバコなどに触れないようにしてください。
*殺菌剤がよく使用されます。
*ワークショップと工作機械を清潔に保ちます。
*機器にろ過装置がない場合は、定期的に油膜をすくい取って汚れを取り除く必要があります。
2.切削液の腐食問題
(1)腐食の原因
1)切削液中の濃縮液の割合が少ない。
2)切削液のpH値が高すぎるか低すぎる。 たとえば、PH> 9.2の場合、アルミニウムに腐食作用があります。 したがって、金属材料に応じて適切なpH値を選択する必要があります。
3)異種金属材料との接触。
4)ワークを紙または木製のパッドに置きます。
5)部品の積み重ね。
6)切削液中の細菌数が基準を超えています。
7)作業環境の湿度が高すぎる。
(2)腐食を防止する方法
1)純水で切削液を調製します。切削液の比率は、切削液マニュアルの推奨値に従って使用してください。
2)必要に応じて、防錆液を使用してください。
3)バクテリアの数を制御し、バクテリアの生成を避けます。
4)湿度を確認し、作業環境の湿度を適切な範囲に制御するように注意してください。
5)切削液の汚染を避けてください。
6)アルミニウムや鋼、鋳鉄(マグネシウムを含む)、銅などの異種材料との接触を避けてください。
最終更新日:2021-11-12
CNCマシニングセンターの一般的な故障診断とメンテナンス

1ツールマガジンの故障
一般的なツールマガジンの障害には、ツールマガジンが回転または正しく回転できない、ツールホルダーがツールをクランプできない、ツールホルダーが所定の位置にないなどがあります。 ツールマガジンを回転または誤って回転させることができないのは、モーターシャフトとウォームシャフトを接続するために使用されるカップリングの緩み、周波数変換器の故障、機械的接続の緊密さ、電力網の低電圧、および 伝達機構の異常総合的な点検・修理が必要な状況をお待ちください。 ツールホルダーがツールをクランプできないのは、ツールホルダー調整ネジの緩みやスプリングの緩みなどによるクランプ力の不足が原因である可能性があり、性能検査が必要です。 ネジとバネの硬さを確保するための固定と修理。 ナイフカバーの不適切な位置は、デバイスの不適切な調整、過度の加工エラーなどによって引き起こされる可能性があり、シフトフォークの不正確な位置、またはリミットスイッチの不適切な取り付けにつながります。 これにより、フィードバック信号にエラーが発生します。
2不正確なスピンドル位置決めは、自動工具交換に影響します
スピンドルを位置決めした後、その位置に一定の偏差があることがわかります。 スピンドルの駆動システムがチェックされます。 アラームはなく、機械部品の構造は比較的シンプルです。 工作機械の位置決めはエンコーダで行い、位置決め動作精度が高いため、電気的トラブルによる誤動作の可能性は非常に少ないです。 次に、障害の原因となった機械部門について考えます。 エンコーダの接続不良が原因の可能性があります。 接続部を確認したところ、エンコーダの接続スリーブネジが緩んでおり、エンコーダとスピンドルが接続されていることがわかりました。 隙間が大きすぎる場合は、必要に応じてネジをしっかり固定する必要があります。
3 CNCマシニングセンターに表示不良はありません
CNCマシニングセンターを使用してデバッグしていて、故障箇所が表示されていない場合、システムは運転を継続できますが、表示に失敗し、運転を再開すると故障が消えます。 このようなCNC工作機械の故障に直面した場合、関係する保守担当者は経験による判断を行い、さまざまなコンポーネントの性能をチェックして、接触不良による故障かどうかを判断する必要があります。また、ディスプレイボードもチェックする必要があります。 チェック中に、手動モードで1つずつチェックして、障害を診断できます。
4マシニングセンターの不均衡な動き
マシニングセンターの不均衡な動きは、主に座標軸の振動とクロールによるものです。 この状況は、多くの場合、さまざまな理由と密接に関連しています。 機械式トランスミッションシステムの問題またはサーボフィードシステムの調整が原因である可能性があります。 そして、不適切な状況を設定します。 この故障を診断する際には、まず空港の運転モードを手動モードに設定し、ハンドパルスジェネレータを介してY軸フィードを制御します。 Y軸が振動し、Y軸が長時間移動していることがわかります。 軸の速度ユニットアラームランプが点灯し、Y軸サーボドライブに過電流アラームがあることを示します。 故障の原因としては、モーターの過負荷、機械的伝達システムの不良、位置ループの過度のゲイン、サーボモーターの誤動作などが考えられます。 トラブルシューティングでは、交換方法を使用して障害の原因を確認できます。
最終更新日:2021-11-10
CNCマシニングセンターの一般的な障害タイプ

1システム障害
システム障害は、CNCマシニングセンターで比較的一般的なタイプの障害です。これは主に、CNCマシニングセンター自体の状態および使用されている基準を満たしていない関連コンポーネントの障害が原因です。 クーリングシステムに漏れがあると、長期間使用した後、クーリングシステムに大きな圧力がかかります。 負荷の高い環境では漏れやすく、CNCマシニングセンターが動作中に発熱し、システムの応答が遅くなります。また、速度の遅さも処理の精度に大きな影響を与えます。 深刻になると、マシニングセンターが警告を発し、自動的に停止します。 同時に、異なる軸が移動しているときに、マシニングセンターが指定された範囲を超えて移動する場合があります。 このような制限超過状態では、オーバートラベルアラームが発生します。
2ランダムな失敗
システム故障と比較して、CNCマシニングセンターの操作ではランダム故障はあまり発生しませんが、より一般的です。 このタイプの障害は偶発的なものであることが多く、対応する条件下でのみ発生します。 このような故障に直面すると、CNCマシニングセンターの運転中に故障の原因を事前に分析して判断することが不可能な場合が多く、ある程度の予防的処理しか実施できません。 ランダムな故障の発生は、一般に、いくつかの重要なパラメータ設定、操作の環境条件、および実際の操作手順とオペレーターのスキルに密接に関連しています。 例えば、コネクタや接続部品の操作において、過失によるロックが発生せず、リレーの接点位置や各種スイッチのソケット位置が変化し、要件を満たしていない、CNCマシニングセンター 失敗します。
3アラーム表示の失敗
CNCマシニングセンターの場合、通常、さまざまなハードウェアとソフトウェアで構成されます。 ソフトウェアとハードウェアに障害が発生すると、アラームが表示されます。 多くの場合、ハードウェアおよびソフトウェア機器には自動警報装置が装備されています。 ハードウェア・ソフトウェア機器に異常故障や規定値を超えると、ハードウェア・ソフトウェア機器の関連する警報機器が作動し、警告灯が点灯します。 または点滅します。 システムの処理プログラムにエラーがあったり、システムのパラメータ設定が失われたりして、コンピュータの計算エラーが発生した場合、自動警報装置がトリガーされて障害が発生し、関係者の懸念が生じます。 このタイプの障害が存在する場合、関連する担当者は、対応するアラームプロンプトに従って障害を処理できます。 ただし、診断が難しいことが多い種類の障害がまだあります。つまり、システムのハードウェアおよびソフトウェア機器に障害が発生すると、インジケータライトが明確に表示されません。 このような障害をすばやく判断したい場合は、多くの場合、障害領域をすばやく描写する必要があります。 、およびシステム障害の前後の状態と組み合わせて障害判定を実施し、障害箇所を特定します。
最終更新日:2021-11-10
さまざまな材料の機械加工部品に適したツールを選択するにはどうすればよいですか?2

セラミックツール
セラミック工具材料は、一般に、アルミナベースのセラミック、窒化ケイ素ベースのセラミック、および窒化ケイ素-アルミナベースの複合セラミックの3つのカテゴリに分類できます。
セラミックは、主に高速仕上げや半仕上げに使用される工具材料の1つです。 セラミック工具は、あらゆる種類の鋳鉄(灰色鋳鉄、ダクタイル鋳鉄、可鍛鋳鉄、冷間鋳鉄、高合金耐摩耗鋳鉄)および鋼の切断に適しています。 (炭素構造用鋼、合金構造用鋼、高強度鋼、高マンガン鋼、焼入れ鋼など)は、銅合金、グラファイト、エンジニアリングプラスチック、複合材料の切断にも使用できます。 セラミック工具材料には、曲げ強度が低く、衝撃靭性が低いという問題があります。 低速での切断や衝撃荷重には適していません。
コーティングされたツール
さまざまなコーティング方法に応じて、化学蒸着(CVD)コーティングツールと物理蒸着(PVD)コーティングツールに分けることができます。 さまざまな基板材料に応じて、硬質合金被覆工具、高速度鋼被覆工具、セラミックおよび超硬材料の被覆工具に分類できます。 素材の性質上、ハードコート工具とソフトコーティング工具に分けられます。 人気のあるナノコーティングされたツールもあります。
コーティングされた工具は、CNC機械加工の分野で大きな可能性を秘めており、将来的にはCNC機械加工の分野で最も重要な工具の種類になります。 コーティング技術は、エンドミル、リーマ、ドリル、複合穴加工工具、ギアホブ、ギアシェイパー、ギアシェービングカッター、成形ブローチ、および高速切削の要件を満たすためのさまざまな機械クランプインデックス可能インサートに適用されています。材料の必要性 鋼や鋳鉄、耐熱合金、非鉄金属など。 コーティングの厚さが増すと工具寿命は長くなりますが、コーティングの厚さが飽和状態に達すると、工具寿命はそれほど長くなりません。 コーティングが厚すぎると剥離しやすく、コーティングが薄すぎると耐摩耗性が低下します。
超硬ツール
主な化学組成に応じて、超硬合金は、炭化タングステンベースの超硬合金とチタン炭素(窒化物)(TiC(N))ベースの超硬合金に分けることができます。 その中で、炭化タングステンベースの超硬合金には、タングステンコバルト(YG)、タングステンコバルトチタン(YT)、および希少炭化物添加(YW)が含まれます。 それらには独自の長所と短所があります。 主成分は、炭化タングステン(WC)と炭化物チタン(TiC)、炭化タンタル(TaC)、炭化ニオブ(NbC)などです。
YG合金は、主に鋳鉄、非鉄金属、非金属材料の加工に使用されます。 細粒超硬合金(YG3X、YG6Xなど)は、コバルト含有量が同じ場合、中粒よりも硬度と耐摩耗性が高くなります。 特殊な硬質鋳鉄、オーステナイト系ステンレス鋼、耐熱合金、チタン合金、硬質青銅、耐摩耗性絶縁材料などの加工に適しています。 YT超硬合金の優れた利点は、高硬度、優れた耐熱性、YGよりも高い硬度と高温での圧縮強度、および優れた耐酸化性です。 YW合金は、YG合金とYT合金の両方の特性を備えており、全体的な性能が優れています。
最終更新日:2021-11-10
さまざまな材料の機械加工部品に適したツールを選択するにはどうすればよいですか?

機械加工では、工具の選択は技術です。 工具の切削性能は、工具の切削部分の材質、工具の構造、工具の幾何学的材質に依存することがよくあります。 工具寿命、加工効率、加工品質、加工コストに影響を与えるのは、工具自体の材質と工具で加工されるワークの材質です。
したがって、加工において、異なる材料の部品を加工するのに適した工具を選択することは、加工効率と加工品質を向上させるだけでなく、工具寿命を延ばし、加工コストを削減します。
現在、工作機械の主な材料は、ダイヤモンド工具、PCBN工具、セラミック工具、コーティング工具、カーバイド工具、高速度鋼工具の6つです。 これら6つの工具が部品の加工に適している材料を見てみましょう。
ダイヤモンドツール
ダイヤモンド工具は、天然ダイヤモンド工具、PCDダイヤモンド工具、CVDダイヤモンド工具に分けられます。
ダイヤモンド工具は主に、非鉄金属および非金属材料の高速での微細切削およびボーリングに使用されます。 さまざまな耐摩耗性非金属およびさまざまな耐摩耗性非鉄金属の処理に適しています。 ダイヤモンド工具の欠点は、熱安定性が低いことです。 切削温度が700℃〜800℃を超えると、硬度が完全に失われます。 また、ダイヤモンド(炭素)は高温で鉄原子と相互作用しやすく、炭素原子が黒鉛構造に変化し、工具が損傷しやすいため、鉄金属の切削には適していません。
PCBNツール
PCBNツールは、一体型PCBNブレードと超硬合金で焼結されたPCBN複合ブレードに分けることができます。
PCBNツールは、硬化鋼、硬質鋳鉄、高温合金、硬質合金、表面スプレー材料など、さまざまな難削材の仕上げに適しています。 加工精度はIT5(穴はIT6)に達し、表面粗さ値はRa1.25〜0.20mと小さくすることができます。 PCBNツールは靭性と曲げ強度が劣っています。 したがって、立方晶窒化ホウ素旋削工具は、低速および大きな衝撃荷重での荒加工には適していません。 同時に、可塑性の高い材料(アルミニウム合金、銅合金、ニッケル基合金、可塑性の高い鋼など)の切断には適していません。 これらの金属を切断すると、深刻な堆積エッジが生成され、加工面が劣化するためです。
最終更新日:2021-11-10
304ステンレス鋼と202ステンレス鋼の違いは何ですか?

1.ステンレス鋼とはどのような鋼ですか?
ステンレス鋼は鋼の一種です。 鋼とは、炭素(C)が2%未満で、鉄が2%を超える鋼を指します。 製錬工程でクロム(Cr)、ニッケル(Ni)、マンガン(Mn)、シリコン(Si)、チタン(Ti)、モリブデン(Mo)などの合金元素を添加すると、鋼の性能が向上し、 鋼の耐食性(つまり、錆びない)は、私たちがしばしばステンレス鋼と呼ぶものです。
2.ステンレス鋼に異なる鋼種があるのはなぜですか?
ステンレス鋼の製錬プロセスでは、添加される合金元素の種類が異なるため、さまざまな種類の添加量が異なります。 それらの特性も異なり、それらを区別するために異なる鋼種が追加されています。
3.錆びにくいステンレスはどのようなものですか?
ステンレス鋼の腐食に影響を与える3つの主な要因があります。
1:合金元素の含有量、一般的に言えば、10.5%鋼のクロムの含有量は簡単に錆びません。 クロムとニッケルの含有量が多いほど、耐食性が向上します。 たとえば、304材料のニッケルの含有量は8〜10%であり、クロムの含有量は18〜20%に達します。 このようなステンレス鋼は、通常の状況では錆びません。
2:メーカーの製錬プロセスもステンレス鋼の耐食性に影響を与えます。 優れた製錬技術、高度な設備、高度な技術を備えた大規模なステンレス鋼プラントは、合金元素の制御、不純物の除去、およびビレットの冷却温度の制御を保証できるため、製品の品質は安定しており、信頼性があります。 内部の品質は良く、錆びにくいです。 それどころか、いくつかの小さな製鉄所は後方設備と技術を持っています。 製錬工程では不純物を取り除くことができず、生産物は必然的に錆びます。
3:外部環境、乾燥した換気された環境は錆びにくいです。 また、湿度が高く、雨天が続いたり、空気中のpHが高い環境は錆びやすくなります。 304ステンレス鋼、周囲の環境が悪すぎると錆びます。
4.ステンレス鋼には磁性がありませんが、磁性のない良いステンレス鋼ですか? マイクロストリップが磁性を帯びている場合、304ではありませんか?
多くの顧客がステンレス鋼を購入して小さな磁石を持って来るために市場に行きます。 磁気がなければ、錆は発生しません。 実際、これは間違った理解です。
非磁性ステンレス鋼ストリップは、構造の構造によって決定されます。 凝固過程で、溶鋼は「フェライト」、「オーステナイト」、「マルテンサイト」などの異なる構造を持つステンレス鋼を形成します。 「エッセンシャル」および「マルテンサイト」ステンレス鋼はすべて磁性を帯びています。 「オーステナイト」ステンレス鋼は、全体的な機械的特性、プロセス性能、および溶接性に優れていますが、耐食性の点でのみ、磁性「フェライト」ステンレス鋼は「オーステナイト」ステンレス鋼よりも強力です。
https://www.sansmachining.com/ja/304%e3%82%b9%e3%83%86%e3%83%b3%e3%83%ac%e3%82%b9%e9%8b%bc%e3%81%a8202%e3%82%b9%e3%83%86%e3%83%b3%e3%83%ac%e3%82%b9%e9%8b%bc%e3%81%ae%e9%81%95%e3%81%84%e3%81%af%e4%bd%95%e3%81%a7%e3%81%99%e3%81%8b/
最終更新日:2021-11-04
機械加工工場の管理はどれほど重要か

機械加工工場は、規模に関係なく、組織であれば管理が必要です。 この方法でのみ、企業の長期的な発展を保証することができます。 しかし、中小規模の機械加工工場の中には、ほとんどの管理者が科学的管理に十分な注意を払っていないものもあります。 そのため、機械加工にはさまざまな問題が発生し、今後の開発に影響を及ぼします。 では、機械加工工場の経営を強化する上で、どのような課題に注意を払う必要があるのでしょうか。
1.工場管理の標準化
工場が標準化されたシステム管理を実装しているかどうかは、工場管理が競争力があり、効率的で、持続可能なかどうかを測定するための条件の1つです。 従業員の変化に伴い、成熟したマネジメントシステムを確立する必要があります。 工場の特性にかかわらず、基本的な管理は変更されておらず、誰もがそれを理解して遵守できるように、コンセンサスを形成するためにシステムによって決定される必要があります。
工場管理は標準化されていません。 長期的には、工場の経営は不安定で、基本的には低水準で推移しており、新たな水準に到達することは困難です。 一般的な兆候は、工場システムが不完全であり、タスクを時間どおりに完了することが困難であることが多く、問題が原因を見つけるのが困難であり、言い訳や紛争が時々発生することです。 ただし、紙の文書だけでなく、人間である必要もあります。
2.工場の業績と従業員の業績評価
工場の性能を効果的に評価できないと、重要な問題を正確に特定することが難しくなり、次のステップの焦点を把握することが困難になります。 一部の不完全なデータと経験または感覚だけを使用して日常の生産タスクを処理すると、従業員の日常業務は非効率になり、効率が低いと工場のコアコンピタンスが失われるだけです。
完全な従業員の業績評価システムは、主に成果を確認し、従業員が仕事で前向きな姿勢をとるように促し、既存の欠陥を発見して修正するのを助け、修正計画の期限を策定することです。 その結果、機械加工工場の才能を発見し、予備力を養うだけでなく、「何もしない」という一般的な不合理な現象を解決することができます。
3.専門家は専門的なことをします
機械加工工場は「責任は力よりも大きい」という考え方を確立し、それを実践する必要があります。 従業員は自分の役割を果たし、工場の開発に注意を払う必要があります。 一生懸命働き、団結し、協力してください。 従業員の育成コンセプトを育てるには、それぞれが進取的でなければなりません。
4.生産の柔軟性
いくつかの工場はお互いに屈服し、ついに仕事をやめました。 単純なものは処理が非常に複雑です。 作業遅延の迅速な生産スケジュールはどのようになっていますか? 実際、多くの工場はこの点で満足のいく結果を達成していません。 これには多くの理由があります。 重要なのは、集中管理システムを手放し、責任者に十分な管理責任と権利を与えることです。
https://www.sansmachining.com/ja/%e6%a9%9f%e6%a2%b0%e5%8a%a0%e5%b7%a5%e5%b7%a5%e5%a0%b4%e3%81%ae%e7%ae%a1%e7%90%86%e3%81%af%e3%81%a9%e3%82%8c%e3%81%bb%e3%81%a9%e9%87%8d%e8%a6%81%e3%81%8b/
最終更新日:2021-11-04
自動車産業におけるCNC機械加工の役割

自動車産業の急速な発展に伴い、自動車の複雑な主要部品の効率的、高精度、高安定性の処理は、製品の生産サイクルを短縮し、企業の効率と競争力を向上させるための効果的な手段になりました。 CNC機械加工技術により、複雑な自動車部品のラピッドプロトタイピングと製造を実現できます。 同時に、仮想製造技術、フレキシブル生産技術、CNC技術の統合製造技術は、現代の自動車加工および製造で広く使用されています。 自動車部品の製造工程におけるCNC製造技術のインテリジェントな開発は、自動車製造業界の発展トレンドとなるでしょう。
インダストリー4.0と中国製造2025コアプランの導入により、世界で4番目の産業革命の到来を示しています。 製造装置とその制御のインテリジェント化を実現するために、製品製造プロセスの情報化と工業化の統合にさらに重点が置かれています。 インテリジェンスファクトリー、インテリジェントプロダクション、ヒューマンコンピュータインタラクション、モノのインターネット、マシンの自己組織化、デジタルマニュファクチャリングなど。 CNCマシンとCNCシステムは、インテリジェントな生産を実現するためのコア要素です。 CNC機械加工技術は複雑な自動車部品のラピッドプロトタイピング製造を実現することができ、仮想製造技術、フレキシブル生産技術、CNC技術の統合製造技術は徐々に現代の自動車で処理されています。 製造業で広く使用されています。 自動車部品の製造工程におけるCNCシステムのインテリジェントな開発も、現代の自動車製造業界では避けられない開発トレンドになるでしょう。
自動車部品の製造におけるCNC機械加工の重要性
今日のCNC操作には、3軸および5軸の機械加工と電動工具による旋削が含まれます。 これらの関数は、多かれ少なかれ、機械の材料を操作および操作するためのより多くの方法を提供するため、曲線をトリミングできるだけでなく、直角の代わりに曲線をトリミングすることもでき、一般に、より複雑な結果を生成します。 当然のことながら、これはいくつかの重要な自動車部品を含む幅広いアプリケーションにつながりました。
CNC加工技術は、手作業と比較して、自動車部品製造の標準化と標準化を実現し、国産自動車部品の生産品質と実稼働率を向上させるための基盤を築いてきました。 CNCテクノロジーは、主要な自動車部品の製造に自動化ソリューションの完全なセットを提供できます。 産業用インターネットに基づく加工データと加工工程でのビッグデータモニタリングとリモートサービスを受け取り、仮想加工とプログラムコード検査を実行し、CNCシステムの加工状態を使用して自動認識、自己学習、自己 -適応機能と自己最適化機能により、ワークピースの高品質な加工を実現し、産業用ロボットとCNC工作機械のオンラインバッチ検査方法を使用して、主要な自動車の効率的な柔軟な加工とバッチ製造におけるCNC工作機械の幅広いアプリケーションを実現します パーツ。
https://www.sansmachining.com/ja/%e8%87%aa%e5%8b%95%e8%bb%8a%e7%94%a3%e6%a5%ad%e3%81%ab%e3%81%8a%e3%81%91%e3%82%8bcnc%e6%a9%9f%e6%a2%b0%e5%8a%a0%e5%b7%a5%e3%81%ae%e5%bd%b9%e5%89%b2/
最終更新日:2021-11-04
CNC機械加工は現代の製造業をどのように変えていますか
1.高精度
数値制御機械は数値形式で処理されます。 現在、CNCマシンのパルス相当量は一般に0.001に達しており、送り伝達チェーンのバックラッシュと送りねじのピッチ誤差はCNC装置で補正できます。 したがって、CNCマシンは高い加工精度を実現できます。 中型および小型のCNCマシンの場合、位置精度は通常0.03に達する可能性があり、繰り返し位置決め精度は0.01です。
2.加工タイプへの強い適応性。
CNCマシンで加工部品を交換する場合は、プログラムを再プログラムして新しいプログラムを入力するだけで、新しい部品の加工が実現します。 これにより、複雑な構造の新製品の単品、小ロット生産、および試験生産に非常に便利です。 通常の手動機械では加工が困難または不可能な精密で複雑な部品に対して、CNC機械は自動加工も実現できます。
3.高度な自動化と低い労働強度。
CNC機械加工CNCマシンによる機械加工部品は、事前にプログラムされたプログラムに従って自動的に完了します。 オペレーターは、紙テープの貼付やキーボードの操作、ワークのロードとアンロード、主要プロセスの中間検出、機械の動作の観察を除いて、複雑な繰り返しの手動操作を実行する必要がなく、労働強度と張力を大幅に減らすことができます。 さらに、CNCマシンは一般に、より優れた安全保護、自動切りくず除去、自動冷却および自動潤滑装置を備えており、オペレーターの作業条件も大幅に改善されています。
4.高い生産効率。
部品加工に必要な時間は、主に操縦時間と補助時間の2つです。 CNCマシンの主軸速度と送りは通常のマシンよりも変化範囲が広いため、CNCマシンの各プロセスで最適な切削量を選択できます。 CNCマシンの構造剛性により、大量の切断で強力な切断が可能になり、切断効率が向上し、操作時間が節約されます。 CNCマシンの可動部はアイドルストロークの移動速度が速いため、ワークのクランプ時間と補助時間は一般的なマシンよりも短くなります。
CNC機械で加工部品を交換する場合、機械の再調整はほとんど不要であるため、部品の取り付けと調整にかかる時間を節約できます。 CNCマシンの加工品質は安定しており、通常、手順間の主要寸法の最初の部品検査とサンプリング検査のみが実行されるため、ダウンタイム検査時間が節約されます。 マシニングセンターで加工する場合、機械は複数の工程の連続加工を実現し、生産効率の向上がより顕著になります。
5.カスタマイズ
CNCマシンは、製品の寸法に究極のカスタマイズを提供し、さまざまなタスクを実行できます。 データ入力の仕様を変更するだけで、CNCマシンがさまざまなサイズの製品を作成します。
6.優れた経済的利益。
CNC機械は高価であり、処理中に各部品に割り当てられる設備の減価償却費は高くなりますが、単一部品および小ロット生産の場合、次の利点があります。
記事全文は: https://www.sansmachining.com/ja/cnc%e6%a9%9f%e6%a2%b0%e5%8a%a0%e5%b7%a5%e3%81%af%e7%8f%be%e4%bb%a3%e3%81%ae%e8%a3%bd%e9%80%a0%e6%a5%ad%e3%82%92%e3%81%a9%e3%81%ae%e3%82%88%e3%81%86%e3%81%ab%e5%a4%89%e3%81%88%e3%81%a6%e3%81%84/
最終更新日:2021-11-01
21-40件表示 / 59件
![]()


