- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
41-50件表示 / 7194件
|
|
|
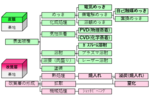
■ はじめに:最適な表面処理を選ぶ「たった3つの視点」 製品の寿命や性能を左右する表面処理。「硬質クロムめっき」「PVD(乾式)」「テフロン」など、選択肢が多くて迷っていませんか? 最適な処理を選ぶには、以下の3つのバランスが重要です。 目的(硬さか、滑りか、耐食性か) コストと納期 サイズと形状(大型ロールか、小さな部品か) 本日は、特によく比較される「湿式めっき」と「乾式めっき」の違いを分かりやすく解説します。 ■ 1. 湿式めっき vs 乾式めっき:どっちを選べば正解? 大きな違いは「加工環境」と「得意なサイズ」です。 湿式めっき(硬質クロム... |
|

|
|
|
本写真は、大型ワークのクランクシャフトを高精度に仕上げるための加工工程を撮影したものであり、門型研削盤による平面研磨の実作業中の様子を示しています。主軸に取り付けられた大型砥石がワーク上部を均一に研削し、クーラントを十分に供給しながら熱変位と焼けを抑制しつつ、寸法精度と幾何公差を高水準で確保している状況が確認できます。本案件では、ジャーナル部および支持ブロック部との関係精度を重視し、特に基準面に対する直角度0.01mm以下という厳しい要求仕様を満たすための高精度研磨を実施しています。 加工対象:クランクシャフトの高精度基準面仕上げ クランクシャフトは、内燃機関や大型産業機械において... |
|
|
|
|
ローレット加工は、金属部品の表面に規則的なギザギザ模様を刻む加工方法であり、滑り止め効果や装飾性、さらには機能性の向上を目的として幅広い分野で利用されています。特に、丸物加工における段差やR部分に施されたローレット加工は、見た目の美しさだけでなく、実用性を兼ね備えた高精度な加工技術の一例です。本記事では、写真に示されるような「R部分に施されたローレット加工」を中心に、その特徴・メリット・加工方法・適用分野について詳しくご紹介いたします。 1. ローレット加工とは? ローレット加工(Knurling:ナーレット加工とも呼ばれる)とは、専用のローレット工具を用いて、金属表面に一定のピッ... |
|

|
|
|
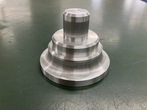
本写真は、精密機械加工により製作された高品質な「旋盤ハンドル」の完成品を撮影したものである。画像に写る製品は、中央に大径の円筒ボス部を持ち、その両端にハンドルシャフトを介して丸型グリップを配置した構造となっている。全体は金属削り出しによる一体感のある仕上がりで、表面には旋盤加工特有の均一なヘアラインが美しく現れており、機械部品としての機能性と外観品質を両立した製品であることが確認できる。 本旋盤ハンドルは、汎用旋盤やNC旋盤などの送り機構、位置決め機構、締結操作部などに使用される操作用ハンドルを想定して製作されたものであり、操作時の剛性・耐久性・回転バランス・手触り感覚までを考慮した設計... |
|

|
|
|
【『完璧な嵌合精度』を実現する精密加工技術】 生産技術・エンジニアの皆様、精密部品の組立で「なんでガタつくとや?」「クリアランス不良で不良品ばっかり…」そんな悩みを抱えていませんか? 株式会社ケイ・エフ・ケイは、40年間培ってきた精密加工技術で『単品精度および組立積上げ精度を管理し、完成後の総合精度=嵌合精度(はめあい公差)を保証』する、まさにその道のプロフェッショナルです。 ► なぜ嵌合精度(はめあい公差)が重要なのか 現代の半導体製造装置や自動車製造ラインでは、部品同士の組み合わせ精度が製品の性能を左右します。たとえば、軸と穴のはめあいで設計通りのクリアランスが確保... |
|

|
|
|
この写真は、精密機械加工の現場で行われた内外径共に研磨による高精度仕上げ工程の様子を捉えたものです。画像中央に映る金属部品は、外径側に多数の等配ボルト穴を有し、内径側には滑らかなテーパー形状が確認できます。この製品の最大の特徴は、内径片角18°および外径片角18°という対称構造を持ち、両側の角度精度を完全に一致させることで理想的な軸合わせを実現している点にあります。そして最終的に現合合わせによって相手部品と完璧な嵌合を確認し、同芯度0.005mm以内という非常に高い加工精度を保証しています。 このような構造は、高回転スピンドルや真空装置のハウジング、精密機械の接合部、航空機部品など、極め... |
|

|
|
|
この写真は、内径研磨(Internal Grinding)の高精度加工工程を撮影したものです。被加工ワークは、内径42mmの深穴を持つ円筒形状の精密部品であり、使用している研削装置にはクイル長950mmという長尺仕様のスピンドル(クイル)が取り付けられています。このような長尺クイルによる深穴研磨加工は、一般的な円筒研磨よりも高度な技術と経験を必要とし、特に振れやたわみの制御、発熱による寸法変化の抑制、切り屑の排出性など、多くの課題を克服するための工夫が求められます。 この装置は、工作物の両端をしっかりとセンターで保持し、さらに中間部を振れ止め(ステディレスト)で支持することで、回転中の軸... |
|

|
|
|
本写真は、外径1150mm・長さ4000mmの大スクリューを高精度に加工している様子を示したものであり、当社が誇る大型工作機械および高度な研削・旋削技術の一端を示しています。近年、プラスチック押出機や食品加工機、産業用スクリューコンベアなどの分野では、大口径かつ長尺のスクリュー製作が求められています。その中でも、外径1150mmという超大径サイズの加工は、一般的な工作機械では対応が困難であり、加工精度・芯出し技術・振れ管理・熱変形対策など、多くの高度なノウハウを必要とします。 当社では、長さ4000mmの長尺スクリューを高精度に仕上げるために、独自に開発したチャッキングシステムと高剛性ベ... |
|

|
|
|
本写真は、SUS304材を使用して製作された精密板金加工部品を撮影したものである。定盤上に置かれたワークとスケール(目盛り)との対比からも分かる通り、比較的小型でありながら高い寸法精度と仕上がり品質が求められる部品である。本製品は板厚1.0mmのSUS304ステンレス鋼板を使用し、レーザー加工または精密プレス加工により外形抜きおよび各種穴加工を行った後、バリ取り・面取り処理を施して仕上げたものである。 材質であるSUS304は、オーステナイト系ステンレス鋼として広く知られ、耐食性・耐熱性・加工性に優れた代表的な材料である。特に水分や湿気の多い環境、食品機械部品、産業装置カバー部品、電装関... |
|

|
|
|
本写真は、円筒研磨加工に使用される各種両センター用センターを一堂に集めた保管状況を撮影したものであり、当社における特注対応力と多品種少量から量産までを支える治工具管理体制を示す一枚です。青色の専用コンテナ内に整然と収納された多数のセンターは、いずれも用途やワーク形状に応じて設計・製作されたものであり、標準規格品だけでなく、加工対象に最適化された特注センターが数多く含まれています。 円筒研磨における両センター加工の重要性 円筒研磨は、シャフトやローター、スピンドル、ピン、治具部品などの外径精度・真円度・同芯度・面粗度を高精度に仕上げるための最終工程として広く採用されています。特に両セ... |
|
41-50件表示 / 7194件
![]()
