- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
11-20件表示 / 22887件
|
|
|
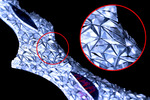
アクリルをマシニングで削り出し、蒸着処理をしています ワークサイズ 250x110x10 (mm) 材質 : アクリル ( PMMA ) φ0.5(R0.25)のボールエンドミルを用いてマシニング加工しました。仕上げ加工を工夫すれば、磨きレスでも美しい表面が得られます。凹凸のある表面は手で磨くとダレますし、時間もかかります。ですが、磨きを行わず蒸着のみで仕上げる前提で加工プログラムを作成すれば、加工時間はかかりますが、手磨きの工数を削減できます。 拡大写真では工具の跡(ボールエンドのスジ)が見えますが、遠目ではそれほど気になりません。(左の写真をクリックすれば大きい画像でご覧にな... |
|

|
|
|
2011 年4月に設立。真空ダイカストによる耐圧部品や重要保安部品などの高品位ダイカストの製造をすすめます。 取り扱い業務:カーコンプレッサー用ハウジング・オイルポンプ・ウォーターポンプ ダイカストマシン 375t 4台 / 530t 3台 / 670t 3台 計10台 工場ライン(T5 熱処理、ショットブラスト) 溶解炉(ADC12 集中溶解炉+溶解保持炉) 近くの協力工場で加工、メッキ、塗装の対応も可能です。 |
|

|
|
|
HONDAのNSX(コンセプト)のSTLデータにサポート作成し、実際に造形しました。 ワークサイズ 80x40x25 (mm) 材質 : SCR735 ( ABSライク ) 大きさはだいたいトミカ(64分の1)くらいのスケールで、手のひらサイズです。 写真のワークは造形後一切仕上げをしていない状態です。サポートが点で支えていた部分は、造形後に手でむしり取るので、ところどころ粒状の突起が残っています。あと、山岳模型の等高線のような模様が確認できます。これは、一層ずつワークを積層するためにつくものです。ボンネット・フロントガラス・ルーフトップのような緩斜面は、この階段状の形が顕著にな... |
|

|
|
|
HONDAのモトコンポ(コンセプト)のSTLデータがホンダの公式サイトで公開されていましたので、実際に光造形機で作ってみました。 モトコンポは、ホンダが1981年に販売した折りたたんでトランクに車載(当時ホンダシティと並行販売され話題になりました)できる二輪車です。今回ご紹介するのは、モーターショー用に作られたコンセプトモデルのSTLデータにサポートを付ける作業をご覧いただいております。ハンドル部分はかなり繊細なので壊れないように慎重にサポートを作りました。この後、新型の光造形機「ACCULAS BA-45S」で実際に造形したワークをご紹介します。 株式会社岩本モデル製作所 E-... |
|

|
|
|
HONDAのモトコンポ(コンセプト)のSTLデータにサポート作成し、実際に造形しました。 ワークサイズ 60x30x60 (mm) 材質 : SCR735 ( ABSライク ) 写真のワークは造形後一切仕上げをしていない状態です。サポートが点で支えていた部分は、造形後に手でむしり取るので、ところどころ粒状の突起が残っています。ハンドルやレバー、ワイヤーなどが流れずにちゃんと形になっていますね。緩斜面の少ないレイアウトで作っていますので、段差があまり発生せずに綺麗です。 株式会社岩本モデル製作所 E-mail : info@i-model.jp URL http://... |
|

|
|
|
精密成形+反射防止塗装 塗装・電鋳治具マスキング塗装にも対応 ①カーマルチメディア関連部品ディスプレイシステム 車載用ヘッドアップディスプレイ(HUD) 射出成形 ②カーマルチメディア関連部品ディスプレイシステム メーター(サブメーター) 射出成形 □□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□ 多田プラスチック工業株式会社 〒583-0037 大阪府藤井寺市津堂2-12-8 TEL:072-952-6163 FAX:072-952-0910 http://www.tadapla.co.jp アイデアを技術で“カタチ”にします。 技術の融合 ... |
|
|
|
|
|
自動車部品 コンデンサーケース 射出成形 例 ・スーパーエンプラ使用(PPSガラス60%) ・多関節ロボット使用で多種多様なナットを 同時にインサートできます 金属代替樹脂化への設計技術・金型技術 ①3次元CAD設計 ②CAE解析 最適肉厚、変形・ヒケ解析 ③金型製作 型温管理、ガス焼け対策 ④三次元CNC画像測定機 寸法精度分析確認 射出成形技術 エンプラ成形に最適なシリンダースクリュー (耐腐食・耐磨耗・形状) □□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□ 多田プラスチック工業株式会社 〒5... |
|

|
|
|
【材質A5052(a5052) 板厚0.5㎜の薄肉加工 アルミの薄板加工 液晶製造装置のアルミ精密部品】 【材質】A5052(a5052) 【業界・使用用途】 液晶製造装置業界 液晶製造装置のアルミ精密部品 【材寸】厚さ3.5㎜×幅10㎜x長さ19㎜ 【加工】マシニングセンタ 【特徴】 こちらの製品は、材質A5052(a5052)の 液晶製造装置のアルミ精密部品です。 本製品は左右2つの部品を組み合わせて、 使用されるそうです。 本製品は、薄肉であることが特徴で 最も薄い部分は厚みが0.5㎜です! 厚みが薄く、製品も細かいので... |
|

|
|
|
【アルミ加工 タフラム処理 材質A5052(a5052) 液晶製造装置関連のアルミ精密部品】 【材質】 A5052(a5052) 【業界・使用用途】 液晶製造装置関連業界 液晶製造装置関連のアルミの精密部品 【材寸】 厚さ20㎜×幅220㎜x長さ600㎜ 【加工】 マシニングセンタ 【特徴】 こちらの製品は、材質A5052(a5052)の 液晶製造装置関連のアルミ精密部品です。 この製品は、タフラム処理を施しております。 タフラム処理とは硬質アルマイトに微小なフッ素樹脂を 複合した皮膜です。 タフラム処理を施すことで耐摩耗性向上・摺動... |
|

|
|
|
【材質A2017(a2017) ジュラルミン系 表面粗さ▽▽▽ 液晶製造装置のアルミ精密部品】 【材質】 材質A2017(a2017) 【業界・使用用途】 液晶製造装置業界 液晶製造装置のアルミ精密部品 【材寸】 厚さ15(-0.1/-0.3)㎜×幅50㎜x長さ78㎜ 【加工】 マシニングセンタ 【特徴】 こちらの製品は、材質A2017(a2017)の 液晶製造装置のアルミ精密部品です。 材質がジュラルミン系のA2017を使用している為、 歪が発生しやすい点が難しい点です。 ですが、表面粗さ▽▽▽の精度を保っております。 ... |
|
11-20件表示 / 22887件
![]()
