- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
1-10件表示 / 118件

|
|
|
アルミ押出型材への切削加工 車両部材(クルーズトレイン)になります。 長尺物への加工になります。 1個から加工おこないます。 JR、鉄道 車両の窓、ドア部材への切削加工には、 様々な実績がございます。 自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニング加工、油圧プレス加工、3次元レーザー加工等の様々な加工を自社にて対応可能です。 各種板金加工、3次元レーザー加工をご用命の際は岐阜県早野研工までお気軽にお問合せ下さい。 ※『エミダス』... |
|

|
|
|
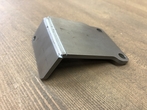
20角程の三角ステーになります。 厚みは4.5mぐらいまでなら、ピン角にできます、勿論ピン角ではなく 最小Rなども可能です。小ロットなら、1週間程の納期で対応可能と思います。 仕事の混雑にもよりますが、一度お問い合わせ頂けたらと思います。 |
|
|
|
|
t3.2 SS400 浸炭窒化処理後、曲げ 金具 曲げ 試作 素材 :ZAM t1.6 出来上がり寸法 : 約80x25x40 加工内容 : レーザー加工後 浸炭窒化-> 曲げ SS400製品に、浸炭窒化 ( 深さ0.15~0.30mm)処理後、 プレスブレーキで曲げてみました。 やはり、大きなクラックが入り、割れてしまいました。 表面処理後に塑性変形をするのは、無理でした。 表面0.15~0.30㎜は、HRC52~53硬度が入っていますので、 塑性変形させようとして、外側の硬化層に亀裂が入り、 そのまま内部に亀裂が入ったと思われます。 ... |
|

|
|
|
船舶用洗浄機 バッフル部品 素材 :SPHC t4.5 出来上がり寸法 : T4.5 x 200φ 、 T4.5 x 130φ 加工内容 : ファイバーレーザークリーンカット 窒素によるクリーンカットで、多数孔加工時でも歪みを最小限に抑えます 500φ以上の多数孔加工でも、歪み量は、0.5㎜以内に抑えることが可能 (製品形状によります) その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 弊社は3次元データから、金型やZAS型構想〜設計製作及び試作も対応致します。 3次元CAD、マシニング加工、油... |
|

|
|
|
製品を溶接する際に位置決めをするのに仮付け溶接(仮の溶接)を行なっています。 決まられた位置に溶接する時、溶接の長さが決められている時などいろんな場面で使用されていると思います。 弊社では、手溶接で部品を仮付け溶接を行って本溶接はロボット溶接機を使用している製品が少なくありません。 以前、勤めていた会社では取り敢えず部品を止めておく溶接としか考えていませんでした。弊社で仕事をする様になってからは仮付け後にロボット溶接機を使用して溶接する事が多いので、取り敢えず付いてる溶接ではなく精度が高く外れない仮付け溶接が求められるので慣れるまでにかなりの時間を費やしました。今では外れない仮付け溶接が... |
|

|
|
|
溶接治具 架台部品 加工中です 大型機械 加工設備 を 保有しており 五面加工機 で 加工するような 大きな製品も加工出来ます 穴 加工後 溶接 再度、加工機にて 、取付穴 加工などを行います 最大 ストロ-ク 2030×1000 ハイコラム マシニングセンタ を 保有しております お困りの際は お声掛けください 溶接 も 自社にて完結 しておりますので、納期短縮が 望めます その他にも、自動車部品、建設機械部品、車両部品等様々な業界向けの製品を加工しております。 各種板金加工、3次元レーザー加工をご用命の際は岐阜県早野研工までお気軽にお問合せ下さい... |
|

|
|
|
新入社員の小野です。 今回は、マシンングセンターでアルミの素材にリーマ加工を行いました!(写真下側がリーマ加工です) リーマと言う工具を使い加工するのですが、タップと同様に下穴が無いと加工出来ないので、まずは下穴をあけてから加工を行います。リーマでは、あらかじめあけた下穴を追加工して、決められた寸法に仕上げます。 加工後はノックピンを使用して、ノックピンがキレイにはまるか確認します。 下にリーマ加工の一連の流れを示します。 〈リーマ加工の手順) センタードリルで小さく穴加工 ↓ あけたい径のドリルで穴あけ加工 ... |
|

|
|
|
マシニングの小野です! 今回は、ワイヤーカットをした材料の側面削を行いました。ワイヤーカットを行った後にはジョイントと言われるものが残ります。製品を加工する前にはこのジョイントを削って平らにしなければなりません!! 超硬のエンドミルを使い、工具を動かしてジョイントを削っていきます!削る量などを確認しながら平らな面を作ります。 ジョイントを削る以外にも材料を決められた寸法にしたい場合に側面削を行います。 ---------------------------------------------------------------------------------- その他にも、自... |
|

|
|
|
マシニングの小野です。 今回はマシニングセンタで鉄の材料に大きい穴(Φ20)をあけました!! 普段の穴あけと似ていますが、注意点が多くあります。 まずは、テーパドリルと呼ばれるドリルで大きな穴をあけるため、いつもとは違うコレット、ホルダーに取り付けます。とても長いドリルなのでドライランの際にも気を付けていきます。 加工する際は、いきなり大きな穴をあけるのではなく徐々に穴を大きくしていきます。工具に負担を掛けないようにするためです! 今回はセンタードリル→Φ9ドリル→Φ14エンドミル→Φ19.7ドリル→Φ20リーマの順で加工しました。 いつもとは違う大きな工具なので緊張しまし... |
|

|
|
|
弊社で加工している製品で 皿ボルトの入るような皿穴や段差のある加工があります 錆止めのためにメッキジンクロ塗装まで行い出荷します そもそも皿穴とは? 世の中には皿ボルトと言う 頭の部分が大きくなっているボルトがあります そのボルトに合わせて穴の形状を大きくした穴になります 皿ボルトが製品の表面から出ないようにするのが目的です こちらも鉄道の関連部品になります 鉄道において本来なら平らな部分であるはずが 皿ボルトが出っ張っていると怪我につながる可能性があります なので皿穴の深さには注意しながら加工しています 切削加工・板金加工でお困りの際はお気軽に... |
|
1-10件表示 / 118件
![]()
