- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
1-10件表示 / 60件

|
|
|
スタッドボルト、S45C単品部品です。 NC旋盤で加工してます。 全長380㎜、両面にM12P1.25のネジを切っています。 写真手間のネジ切り長さ、140㎜加工しています。 写真奥のネジは、40㎜切っています。 ビビりもありません! (^_^)v 加工するのに、センター押しをしてネジを切るのですが、センター穴が製品に残ってしまいます。 残さない(センター穴)ことも出来ますが、 加工内容が増えるのでその分 “コスト”がかかってしまいます。 製品に支障がなければ、センター穴ありの方をオススメします。 おみくじ: 探し物みつかるかも🍀 製品名:スタッド... |
|

|
|
|
ジョイント用の、外径ネジM16P2をロット数240本を安定した加工製品です。 NC旋盤で加工しています。 外径Φ22の、SS400ミガキ材を使っています。写真の上と下では、全長と、ネジ長さ(左側)違うだけで後は同じです。 上 全長325㎜。 写真左側のM16P2を15㎜ 下 全長278㎜。 写真左側のM16P2を18㎜ 上下とも、写真右側M16P2ネジを32㎜からΦ15.95を、48㎜ストレートで加工しています。 ロット数あわせて240本ありますが、全てのネジはお客様からの模範ネジを使い検査しています。ネジの緩み具合の安定性が必要なため。 一緒に使われる部品の情報は、こ... |
|

|
|
|
外径ネジM90P2の、レセプター部品のNCフライスによる、八角加工です。 丸材から、NC旋盤で加工後、NCフライスで八角に仕上げています。 端面には、オーリングが入る溝Φ61.8~Φ70の深さ2.4(±0.05)、溝角部、外R0.2、内R0.7のR加工してあります。 外径八角100、全長40㎜。 内径Φ43.3(0~+0.2)のストレート10㎜から、角度10°をつけてΦ56(0+0.2)で加工してあります。 写真では、見えなくてスミマセン(涙) その後、八角加工になります。 おみくじ:早起き吉かも🍀 製品名:レセプター 素材 :S25C ロット:1個 ... |
|

|
|
|
材料:パイプ材(SUS304)を使い、コスト削減! お客様から、“少しでもコストを下げたい”との事で、材料をパイプ材の提案させて頂きました。 外径や、内径の削り出しなどの加工はしていません。 と、言うことは! その分の、材料費、加工時間など、コスト削減!! 加工は、外径ネジと全長だしだけで済んでます。(内径の面取りもしてあります) お客様から、素材のまま(外径、内径)で問題ない事なので。 もちろん、外径、内径をすることも出来ます! 寸法 全長62㎜、 外径ネジPT1 1/2(菅用テーパーネジ)を30㎜ お気軽にご相談してくださいm(_ _)m ... |
|

|
|
|
必見!250㎜のネジ切り加工!外径M16P2全体編 NC旋盤で加工しています。 外径Φ16の素材を、そのまま使っています。 なんと言っても、250㎜のネジ切りは大変です! ビビりなく仕上げるのには、“技術”、“経験”、が必要なのです。 ただ単に製品を作るのではなく、寸法は当たり前であり、見た目の綺麗さ、美しさにも自信をもっているのが、鈴精機です。 ネジ部の拡大写真は、こちらから↓↓↓ https://www.nc-net.or.jp/company/63012/product/detail/178584 お気軽にご相談してください m(_ _)m ... |
|

|
|
|
丸材から、四角への切削加工。バーナー系の部品です。 NC旋盤と、NCフライスでの加工です。 始めに、丸材なのでNC旋盤で加工します。 外径Φ65からストレート53mmで、そこからΦ120(四角部)です。隅部には、強度を上げるためR3が入っています。 全長65mm。 内径Φ55、深さ50mmと、PT1 1/4(管用テーパーねじ)を、加工しています。 その後、NCフライスになります。 □86の加工と、Φ13の穴を4箇所を、ドリルで加工します。 NCフライスの加工側(四角)の写真は、 こちらから↓↓↓ https://www.nc-net.or.jp/compa... |
|

|
|
|
バーナー系の部品。材質S25C NCフライスで、八角に加工。 品質の良さには、"自信"あります。(^_^)v 単品~量産まで、変わることなく安定した製品を仕上げる技術を持ち合わせています。 それでは、製品の説明にはいります。 NC旋盤の加工後に、NCフライスの加工になります。 NC旋盤 内径Φ56(0~+0.2)のストレート30mm。そこから角度10°のテェーパー(斜め)が、Φ43.3まで加工しています。 NCフライス 幅100の、八角形に加工。 角部には、すべて面取りC0.5が取っています。 M8のタップが、4か所で深さ22mm... |
|
|
|
|
NCフライスのR形状加工! 部品(パーツ)の加工。 NC旋盤とNCフライスで加工しています。 NC旋盤で外径Φ32(素材のまま)、全長20mmで内径には管用平行ねじG1/2が貫通しています。 NCフライスでR形状(R24.4)に切削加工。 こちらの製品は、もう一つのパイプ部品と合わせることで、一つの製品になります。よろしければ、そちらもご覧ください。 パイプ部品は、こちらから↓↓↓ https://www.nc-net.or.jp/company/63012/product/detail/185280 組み合わせたのは、こちらから↓↓↓ https://www.... |
|

|
|
|
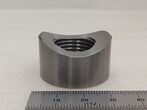
パイプ材に内径加工と、外径に穴あけ加工。 始めに、NC旋盤で加工します。 外径は、素材のままで(約Φ48.6)、全長80mm。 内径Φ37.2(0~+0.1)でストレート25mmからΦ34.4でストレート5mmのところからΦ40のストレート50mmです。 その後、NCフライスで外径にΦ24の穴あけ加工します。この穴に別の部品を、溶接して一つの製品になります。 よろしければ、そちらもどうぞご利用ください。 もう一つの部分は、こちらから↓↓↓ https://www.nc-net.or.jp/company/63012/product/detail/185279 組み合... |
|

|
|
|
薄型カラー。Φ75㎜厚み5㎜の鉄をNC旋盤で切削加工。 この加工での問題になるところは、厚み5mmと、内径も大きく空いているところになります。 外径と内径が、薄くなればなるほど歪みが生じやすくなり、加工難度が上がります! しかも、長さ(全長)も影響(加工難度)してきます。 問題点を見事にクリアする事が出来る “技術” “知識” そして、“創業からの経験” を私たち鈴精機では持ち合わせています! (*^▽^*) 製品の説明をします。 外径Φ75、内径Φ62(±0.1)で、厚み5mm。 わかりずらいですが、外径Φ75から15°のテーパーで、内径Φ62まで加工してい... |
|
1-10件表示 / 60件
![]()
