- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
1-10件表示 / 34件

|
|
|
5軸マシニングセンタにて加工したSUS304製品になります。 15mm × 20mm × 28mm 程の大きさで、溝幅最少5mm。底面以外は全ての角部にR1mmがついた”全周R”製品です。 加工設備は松浦機械製作所MX-330(10PC)を使用。一つの素材から2つの製品を削り出し、あえて加工時間を長くすることで、夜間でも効率よく稼働するようにして、短い納期にも対応致しました。 溝付近のR部はR0.5mmのボールエンドミル(首下2.5mm・シャンク径6mm・突出し量15mm)を使用し、ツールやシャンクが製品に干渉しないように退避させながら同時5軸制御にて加工しています。5軸割り出し... |
|

|
|
|
A5052、航空機内装部品です。 25mm × 25mm × 30mm 程の製品で、5軸マシニングセンタにて1工程で作製しました。 弊社で製作している航空機内装部品は、アルミ製品はA5052 / A2024、ステンレス製品はSUS303 / SUS304 がほとんどで、サイズは小指の先ぐらいの物から☐500程度の物まで様々です。また、多くの角・隅部にR・C指示がされているのが特徴で、複雑な3次元形状の製品や、同時5軸加工でなければ加工出来ない製品も多数制作しております。 1ヶ~数100ヶ程度の小ロット生産、単品・試作加工、既存製品への追加工、お客様の要望に応えられるよう努めており... |
|

|
|
|
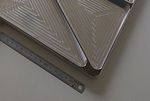
15mm × 330mm × 580mm 程のアルミ製品です。 平面部の厚みは1.5mm、壁は2mm~5mm、弊社で普段作製している製品の中では、やや大きめのサイズです。 加工設備は森精機DuraVertical5100 MSX-504Ⅲを使用。 厚み1.5mm部の加工は、MastercamにてNCプログラムを作成し、切削⇒クランプ⇒切削⇒クランプという流れで手順を分ける事で、ワークの浮き上がりを防止しております。 弊社は5軸マシニングセンタ、立型マシニングセンタ、NC旋盤、ワイヤー放電加工機、平面研削盤等の設備を揃えており、多様な金属加工に対応できます。 秋田県にかほ市にて... |
|

|
|
|
16mm × 480mm × 480mm のアルミ製品です。 表面から深さ14mmのポケット、裏面も面積の約70%が深さ1mmのポケットになっていて、最少肉薄部1mmです。 その他、リブ厚み2mm、1mm壁島残し、裏面に文字刻印、裏面全周R加工、3側面に横穴やタップ加工等々。 立型マシニングセンタ(森精機DuraVertical5100 MSX-504Ⅲ) ⇒ 横型タッピングボール盤(SR5000XYL-QC形)にて作製しました。 5軸加工、マシニング加工を得意としておりますが、NC旋盤、ワイヤー放電、平面研削盤等も揃えておりますので、お困りの方はどんな事でもお気軽にご相談... |
|

|
|
|
秋田県にかほ市にて金属加工をしております。 5軸マシニングセンタ、立型マシニングセンタ、NC旋盤、ワイヤー放電加工機、平面研削盤と揃えており、その中でも特に5軸マシニングセンタでの多面加工、3D-CAD/CAMを活用した、複雑形状のデータ加工や同時5軸加工を得意としております。 5軸加工歴は10年。社員10人程の小さな会社ですが、3台の5軸マシニングセンタが稼働しております。 航空機内装部品や車載部品、レジャー用品に至るまで幅広い加工実績があり、単品・試作加工も喜んでお受けしております。金属加工でお困りの際はどんな事でもお気軽にご相談下さい。 <保有設備> 5軸マシニ... |
|

|
|
|
秋田県にかほ市でマシニング加工をしております。 航空機内装部品、工作機械部品、産業機械部品など、様々な業界で使用される部品を、5軸マシニングセンタや立型マシニングセンタにて加工しています。 特に、航空機内装部品には同時5軸加工が必須となる形状も多く、3Dデータや3D-CAM等を用いてプログラムを作成しております。 写真製品は、A5052材、14mm × 35mm × 70mm 程の大きさの航空機内装部品です。 CAMにて製品の3Dデータを読み込んでNCプログラムを作成し、5軸マシニングセンタにて加工しました。 ほぼ全ての隅部に隅R0.5mm~2.0mmがついており、ボールエ... |
|

|
|
|
アルミ部品(A5052材)の斜め形状に対しての穴あけ加工の事例です。 この部品は、上面の形状が、3面から構成されていて 底面は平行平面で、両サイドの2面は25度程度の傾斜があります。 3面それぞれ、タップ2か所と、角丸長方形の穴あけ(貫通)が2か所入っています。 通常の3軸加工では、斜め形状を加工するために 専用の治具をつくったり、工程をそれぞれ段取りする必要があるかと思います。 エスアイティーでは、5軸加工機を3台保有しており このような斜め面に対しての加工も、ワンチャックで対応ができます(※製品によりますが、、、) それによって、治具費の削減や、工程数の集... |
|
|
|
|
【航空機産業の試作部品に求められる精密加工技術】 航空機産業では高い品質と厳密な精度が求められる中、弊社が提供する薄肉切削加工技術は、お客様が直面する課題に最適なソリューションを提供します。例えば、A5052アルミ材を使用した薄肉部品加工では、t=1.2mmの薄さに対して±5/100mmの高精度を実現しています。これにより、試作段階でも製品の精度を確保しつつ、効率的な設計が可能となります。 【薄肉切削加工の特長と航空機部品への適用】 弊社の薄肉切削加工技術は、5軸制御マシニングセンタを駆使しながら製品の高精度加工を実現しています。この技術は、以下のメリットを持っています。... |
|

|
|
|
切削加工の基本と種類:旋削・フライス・穴あけの違いとは? ものづくりの現場で欠かせない「切削加工」。しかし一口に切削加工といっても、その中にはさまざまな加工方法が存在します。この記事では、代表的な3つの加工方法「旋削」「フライス」「穴あけ」について、それぞれの特徴や違いをわかりやすく解説します。 🔧 切削加工とは? 切削加工とは、工具を使って材料(ワーク)を削り、目的の形状に仕上げる加工方法です。金属や樹脂などの素材を、寸法通りに、かつ滑らかな表面に仕上げるために用いられます。 1. 旋削加工(せんさくかこう) ▶ 特徴 - ワーク(材料)が回... |
|

|
|
|
CADとCAMの違いと連携の重要性 製品開発から加工現場まで、ものづくりの現場では「CAD」と「CAM」という言葉が頻繁に登場します。どちらもデジタル製造に欠かせない技術ですが、それぞれの役割や違い、そして連携の重要性を正しく理解することが、効率的な製造プロセスの鍵となります。 ❐ CADとは? CAD(Computer Aided Design)は、製品の設計を支援するソフトウェアです。形状、寸法、材質、構造などをデジタル上で設計・モデリングすることができます。 ❐ 主な機能 - 2D図面作成(寸法、公差、注記など) - 3Dモデリング(立体形状の設計) - ア... |
|
1-10件表示 / 34件
![]()
