- Country:







- World






自社の得意な技術や、他社にはまねできない特異な技術を紹介するコーナーです。
1-10件表示 / 29件

|
|
|
最新鋭の高精度加工設備、無人化設備、自動化ロボットで高い生産効率と短納期化を図りつつ、技術者のサブミクロン単位での超精密加工技術を融合させることで、短納期かつ高精度を実現しています。 それぞれの利点を活かした当社の複合加工技術は、現状に満足することなく、日々進化しています。また、これらの取り組みは、単に技術レベルの向上だけでなく、コスト削減にも貢献しています。 |
|

|
|
|
超精密研削加工 材質:STAVAX 使用設備:MEISTER(アマダ) 研磨加工による超精密加工品です。 底部のRの大きさはR0.015となっております。 各角錐のピッチ精度は±0.001ミリ以内に入っており、寸角錐毎の寸法精度においても±0.002ミリ以内で加工されております。 |
|
|
|
|
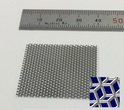
【ハニカム構造 微細 3次元切削 マイクロバルブ Iron mesh honneycomb construction】 1.13mm角の格子状をなす、ハニカム形状を上面・下面からのみのマシニング加工で製作しました。 5軸加工機ではなく3軸のマシニングセンターです。 マイクロバルブの発生装置として転用できるのではないか?との問い合わせを受けて製作したものです。 加工方法にも思考力を必要としますし、またその微小形状にも気を使います。 微細加工を得意とするキメラならではの工具の選定や、走らせ方の工夫を行ない、工数の削減にも成功しています。 【材質】 SUS304 ... |
|

|
|
|
φ0.05 の工具を使用して、φ0.05の穴を貫通で加工しました。 (19穴) 穴径 φ0.05 ピッチ プ天井0.005以内 材質 STAVAX 厚さ 0.1mm 仕様設備 HS430L 使用工具 Φ0.05±0.0025 > We perforated small through holes by our machining center. The diameter is φ0.05mm and the the thickness is 0.1mm. Used machine is HS430L (Sodick Co., Ltd.) ... |
|

|
|
|
ステンレス SUS304 の円柱へスリット加工を行ないました。 材質 SUS304 円柱 Φ0.37→φ1.0mm スリット幅 0.04→0.20mm スリット深さ 4.65mm プロファイル研磨加工機により、スリットを入れていきましたが 先端が変形し、閉じてしまう現象が起きました。 そこで、保持方法や加工順序、加工条件を変え、 変形が起きないように工夫し、製作に成功しました。 医療品に応用できる技術となっております。 > We slit to iron pole by our profile gringing machine. It looks... |
|

|
|
|
【プロファイル研磨機(倣い研削盤)によるパンチ各種、いつでもお受けいたします】 加工物を投影して半透明のフィルムに描かれた図面寸法に従って加工していくプロファイル研磨によるカキアゲパンチを製作しました。 対応可能材質:粉末ハイス(SKH51 その他何でも対応可能)、超硬合金(超微粒子 G4 G5 KD20 VM40 VM50 RG5ほか)にも対応いたします 精度に関して±0.001まで保証対応可能です。 プレス金型の抜き型、その他に使用するパンチの各種に対応。 加工機も7台揃えており、特急品にも対応いたします。 今までの加工ノウハウの蓄積から、最適な加工条件を選び出... |
|

|
|
|
研磨加工で高精度 ±0.001 を実現します! 材質 HPM31 個数 1個 加工機 平面研削盤 保証機 デジマイクロメーター(ニコン) 現在、日本のものづくりの現場で要求されるものの多くは、高精度・小型化に伴う高品質ものとなっています。 それに伴い部品加工でも、高品質・高精度の要求が激しくなっています。 こちらの部品は、サイズ 30×45×150で外形と溝の位置精度は±0.001を要求。 研磨加工のみで仕上を行い±0.001を実現しています。 型彫放電・ワイヤー放電・マシニング切削 etc... キメラに依頼される部品の多くは、これらの各種加工... |
|

|
|
|
5軸マシニング加工機による割り出し・同時加工です アンダーになっている部分があるにもかかわらず、ぐるっと一周、つなぎ目や段差などなく、きれいに加工できています 風船が揺れている様子を再現してみました 最小工具径:R0.3bによる切削加工です 【材質】 A5052(a5052) 【材寸】 50㎜×50㎜×高さ50㎜ 【精度】 ±0.01 【加工方法】 マシニング加工 ホームページにも、超精密微細加工技術や精密部品、 その他、最新の精密工作機械、測定機、 最新のイベント情報や社風などを掲載しております! ぜひご覧下さい(^^♪ (下部... |
|

|
|
|
【SKH51 PG加工部品 カキアゲパンチ 薄形状】 プロファイル研削でカキアゲ加工を実施。有効は15mmで薄くなる部分が1mm。 超硬では実績があったのですが今回はSKH51ということで苦戦しました。 公差は±0.002です。 外形寸法を残した状態で、形状の荒取りを行い、変形を 補正しながら進めました。これを3回繰り返し、実現できました。 想定時間はオーバーしましたが、次回は時間短縮に出来る見込みです。 プロファイル研削が必要なもの、対応可能です。勿論超硬材への加工も対応できます。 形が悪いもの、公差が厳しいものも、是非ご相談下さい!お見積りからで大歓迎です ので... |
|

|
|
|
【ヒートシンク】 車載向けや半導体など小型の装置などには高精度のヒートシンクが必要になって来ます。 キメラでは超微細加工の技術を生かし、こうした精密なヒートシンクを製作をするために必要な超精密金型の部品も加工しております。 ヒートシンクに関係することで、お困りのことがありましたら是非お声がけください。 【材質】 超硬 工具鋼(焼入れ材) その他 ホームページにも、超精密微細加工技術や精密部品、 その他、最新の精密工作機械、測定機、 最新のイベント情報や社風などを掲載しております! ぜひご覧下さい(^^♪ (下部の『▷詳細はこちら』からホームページ... |
|
1-10件表示 / 29件
![]()
