





 株式会社 ハラサワ
株式会社 ハラサワ

最終更新日: 2026-04-13
1-20件表示 / 30件
ミスを減らす3H管理とは?

製造業での品質管理は簡単に言うと「いつもと同じ状態を保つこと」です。しかし、現実には状況がいつも同じではありません。その変動の中でも特に品質トラブルが発生しやすいタイミングを捉えた手法が「変化点管理」であり、その中でも特にリスクが高い状況を象徴する言葉が「3H管理」です。
✅3H管理とは何か
3Hとは、品質事故が起こりやすい3つの状況の頭文字から来ています。
🟠初めて(Hajimete): 新規製品の立ち上げ、新しい設備の導入、初めて採用する工法など。
🟠変更(Henko): 設計変更、材料の変更、作業手順の改訂、設備のメンテナンス後など。
🟠久しぶり(Hisashiburi): 数ヶ月ぶりに生産する製品、長期休暇明けの作業、しばらく離れていた作業者の復帰など。
これら3つの状況に共通するのは、作業者が「慣れていない」あるいは「以前の感覚を忘れている」という点です。人間は慣れない作業において、判断ミスや手順の省略を犯しやすく、それが重大な不良や事故に直結します。
✅なぜ3Hが重要なのか
通常の安定した量産工程では、作業はルーチン化されており、マニュアル通りに進めることで品質は維持されます。しかし、3Hの場面では「標準(ルール)」そのものが新しかったり、記憶が曖昧だったりするため、潜在的なリスクが顕在化しやすくなります。
例えば「久しぶり」の作業では、前回の生産時に得た細かなコツや注意点が抜け落ちていることがあります。「変更」の際には、古い手順との混同が起こり得ます。これらを「個人の注意不足」で片付けるのではなく、組織として「間違いが起こる前提」で構えるのが3H管理の本質です。
お恥ずかしい話ですが、ハラサワでは「久しぶり生産」でのエラーや不調が発生することがあります。手順を忘れていたということもありますが、最も多いのは治具の所在が不明、そもそも治具が錆びてたり、油不足になっていたりしたこともあります。こういったことも「久しぶり生産」で注意するところです。そのため、このようなミスが起こりうる、という掲示を工場内にしてあります。
✅具体的な運用のポイント
3H管理を実効性のあるものにするために必要な3項目があります。
🟠見える化(識別): 今日のラインに「3H」があることを全員が知る必要があります。掲示板に「3Hタグ」を出したり、朝礼で共有したりして、周囲のサポート体制を整えます。作業に入る前に、改めてマニュアルを読み直す、あるいは熟練者が立ち会って「最初の1個」を図面通り問題なく生産できているか確認します。さらに、初中終の製品も確認します。
🟠記録とフィードバック: 3Hの状況下で発生した微細な違和感を記録に残します。これが次回の「久しぶり」の際の貴重な資料となります。ハラサワだと、受注残の生産履歴にデジタル上で残してあります。これならメモが汚れて読めない… ということもありません。
3H管理は、決して難しい理論ではありませんが、少量多品種生産や労働力の流動化が進む現代の製造現場において、その重要性は増すばかりです。「いつもと違う」というサインに敏感になり、あえて立ち止まって確認する姿勢が品質を守ります。
最終更新日:2026-04-13
たかが煙、と軽視できない… 溶接ヒュームの特殊健康診断とは?

作業中に発生する「煙」のようなもの… 溶接中はよく目にするかと思います。これが「溶接ヒューム」と呼ばれるものです。今回は、なぜ溶接ヒュームに携わる方が「特殊健康診断」を受けなければならないのか、その理由や注意点について、お伝えいたします。
✅なぜ「特殊」な健診が必要なの?
普通の健康診断(定期健診)では、身長・体重や血液検査など、体全体の調子をチェックします。一方で「特殊健康診断」は、特定の有害な物質によって体に影響が出ていないかをピンポイントで確認するためのものです。
溶接ヒュームの正体は、金属が熱で蒸発し、それが空気中で冷えて固まった「ごく小さな粒子の集まり」です。
この粒子は粒径0.1~1μm(マイクロメートル)程度と目に見えないほど小さいため、呼吸と一緒に肺の奥深くまで入り込みやすく、長い年月をかけて体に蓄積されると、神経障害や呼吸器系の病気を引き起こすリスクがあることが分かってきました。
以前は「少し煙たいな」で済まされていたこともありましたが、現在では法律(特定化学物質障害予防規則)が改正され、溶接ヒュームは「健康に影響を及ぼす恐れがある物質」として厳格に管理されるようになりました。
✅受診にあたっての注意点とポイント
「自分は元気だから大丈夫」と思いたいところですが、溶接ヒュームによる影響は、自覚症状が出にくいのが特徴です。だからこそ、以下のポイントを大切にしてください。
🟠 「定期的」に受けること: 特殊健康診断は、雇い入れ時や配置換えの時、そしてその後は6ヶ月以内ごとに1回、定期的に受ける義務があります。前回の結果と比較することで、小さな変化に早く気づくことができます。
🟠 医療機関への相談をためらわないこと: 「最近少し咳が出るな」「鼻の通りが悪いかも」といった、日常のちょっとした違和感も大切な情報です。問診の際に伝えてみましょう。
🟠 現場の対策とセットで考えること: 健診はあくまで「事後のチェック」です。一番大切なのは、日頃から有効な換気装置を使ったり、自分の顔にフィットする防じんマスクを正しく着用したりして、ヒュームを吸い込まない工夫をすることです。
✅健診は「未来の自分」への投資
特殊健康診断を受けるのは会社が決めたルールだから、というだけでなく、「本人の体と、これからの生活を守るため」です。
これからも長く溶接を続けるために、溶接機械だけでなく自分の体もメンテナンスが必要です。健診の結果をしっかり確認し、もし改善が必要な点があれば、現場の環境を見直す良いきっかけにしていきましょう。
最終更新日:2026-03-11
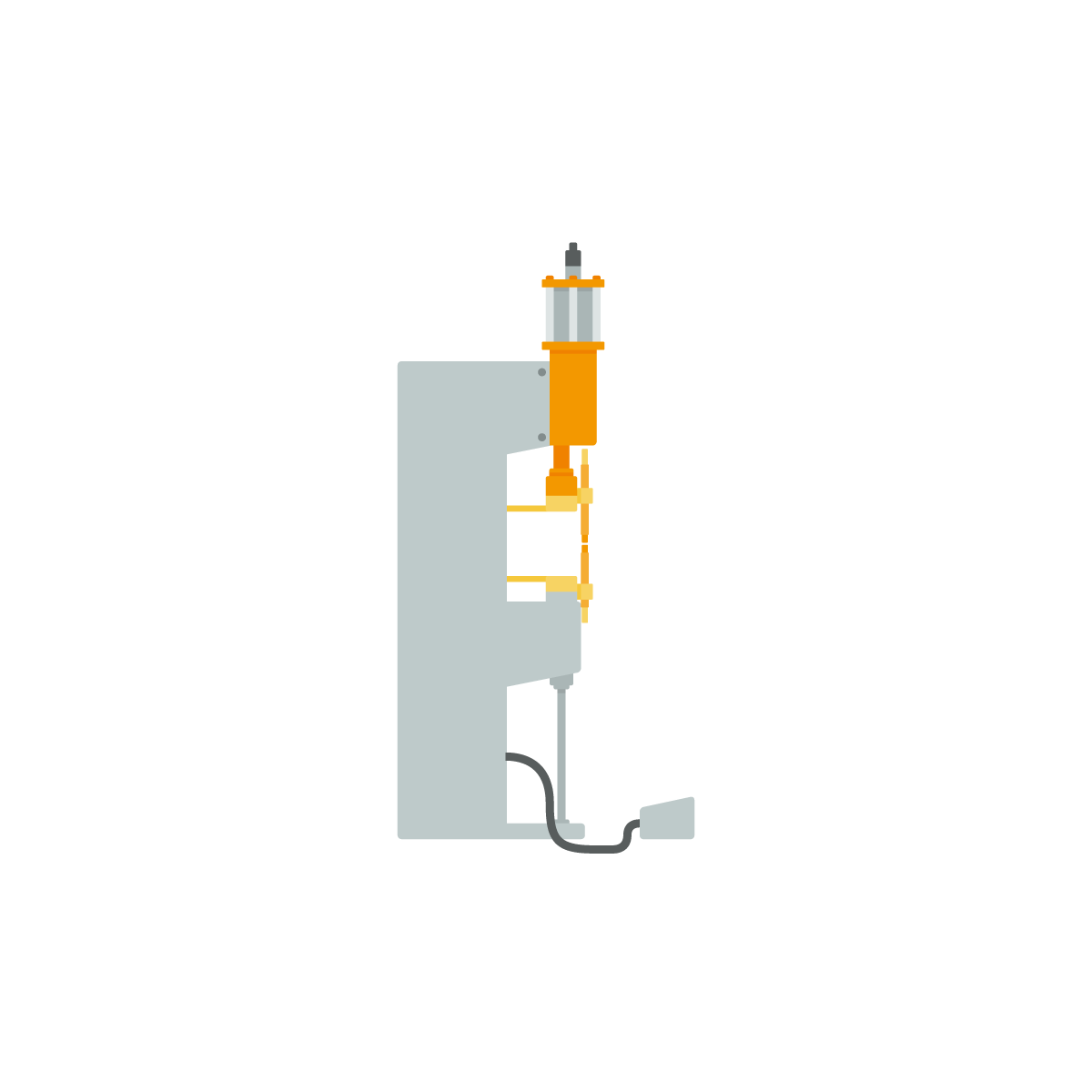
油圧プレスと動力プレスの違いとは?

油圧プレスという名前を聞いたことはありますか。流体(作動油)の圧力を利用して金属などを成形する機械です。プレス機、と聞くとモーターとフライホイールで動く「動力プレス(機械式プレス)」を思い浮かべますが、その特性や得意分野は大きく異なります。
今回は、油圧プレスの主な特徴を、機械式プレスとの違い解説します。
1. 油圧プレスの基本原理:パスカルの原理
油圧プレスは「パスカルの原理」を利用しています。これは「密閉された液体の一部に加えた圧力は、液体のすべての部分に等しく伝わる」という法則です。
小さなピストンに加えた力を、大きな面積のピストンに伝えることで、巨大な加圧力を生み出します。物理的な力(トルク)を回転運動から得る機械式に対し、油圧式は「液体の圧力」を直接力に変えるのが特徴です。
2. 動力プレス(機械式)との決定的な違い
機械式プレスが「瞬発力で戦うタイプ」だとすれば、油圧プレスは「力を長い時間をかけて加えるタイプ」です。
加圧力の違い
🟢油圧プレス: ストローク(スライドの移動)のどの位置でも最大加圧力を発揮できます。また、圧力を一定に保ったまま保持することも可能です。
🟡機械式プレス: スライドが下死点(一番下の位置)に近づくほど力が強くなる特性があり、途中の位置では最大能力を出せません。
速度と制御
🟢油圧プレス: スライドの下降速度を自由に変えられます。加工の途中で低速にしたり、一時停止させたりといった緻密な制御が得意です。
🟡機械式プレス: クランク機構で動くため、速度は基本的に一定(正弦曲線的)で、高速サイクルでの連続作業に向いています。
過負荷への安全性
🟢油圧プレス: 設定以上の圧力がかかると「プレッシャーリリーフ弁」が作動して油を逃がすため、機械が破損するリスクが低いです。
🟡機械式プレス: 過負荷がかかると「金型が噛み込む(ロックする)」現象が起き、最悪の場合、クランクシャフトなどが折損する恐れがあります。
3. メリット・デメリットの比較表
特徴 油圧プレス 動力プレス(機械式)
得意な加工 深絞り、厚板成形、精密成形 抜き、曲げ、高速量産
生産性 低め(動作が比較的遅い) 非常に高い(高速回転が可能)
圧力調整 容易(バルブで調整) 困難(金型の高さ調整が必要)
騒音・振動 比較的静か 衝撃音が大きい
油圧プレスは、その「ストロークの長さ」と「均一な圧力」を活かし、自動車のボディパネルのような深絞り加工や、じっくりと力をかける必要のある大型部品の成形に向いています。一方で、1分間に何百回も打ち抜くようなスピード勝負の現場では、機械式プレスの方が有利でしょう。
「力強く、かつ繊細」なコントロールを求めるなら、油圧プレスを選んではどうでしょうか。
最終更新日:2026-02-20
安全が第一。みんなが主役の安全対策

製造現場の安全対策、皆さん出来ていますか? 製造業の現場は、新しい価値を生み出すことが出来ますが、安全対策が出来ていないと良い製品も生まれません。基本的なことではありますが、今一度「安全」について確認してみましょう。
現場を明るく元気に保つための、基本的な安全対策のポイントをまとめてみました。
🟢「5S」で、心も現場も整理しましょう
安全の基本といえば、やっぱり「整理・整頓・清掃・清潔・しつけ」の5Sです。これは単なる掃除ではありません。
床に物がなければ、転倒を防げますし、工具が定位置にあれば、迷わず作業に集中できます。 「あれ、どこだっけ?」というイライラがなくなると、作業効率も上がって、心に余裕が生まれます。スッキリした現場は仕事がしやすいですよね。実際、物がごちゃごちゃした現場ではどうも思考能力が落ちる気がします。いろいろ物があると気が散るのかもしれません。
🟢「危険予知(KY)」は未来を守る想像力
「もし、ここで手が滑ったら?」「もし、機械が急に止まったら?」と、ちょっと先の未来を想像してみる。それが危険予知(KY)です。普段の作業時や気付いた時に「ここが滑りやすいから気をつけましょう」と声を掛け合うだけで、チーム全員の意識がそちらへ向きます。自分だけでなく仲間の安全も想像する、そんな優しさが事故を未然に防いでくれます。
🟢コミュニケーションは最強の安全装置
実は、一番の安全対策は意外にも「元気な挨拶」かもしれません。「おはよう」「お疲れ様」という明るい声掛けがある職場は、小さな異変にも気づきやすいものです。 「ヒヤリ」としたり「ハッ」としたりした経験を、「これ危なかったよ」と笑って共有できる雰囲気を作りましょう。失敗を隠さず、みんなで改善のヒントに変えていく。そんなポジティブなチームワークこそが、みんなを守ってくれます。
🟢正しい装備は、危険を防ぎます
安全靴、ゴーグル、ヘルメット、その他身を守るもの。これらは自分を守ってくれます。「ちょっとそこまでだから」と油断せず、正しく装着しましょう。プロとして道具を大切にする姿は、周囲にも安心感を与えます。特にハラサワでは金属の削りカスが飛んでくる作業もあります。ゴーグルを装着して防御ですね。
「安全」って当たり前すぎて、無意識に行っていることも多いです。でも、安全を怠って事故やケガが発生すれば、その損失は非常に大きいです。そんな損失を防ぐためにも安全管理は怠らないようにしましょう。
最終更新日:2026-01-27
小さく丸いスポット溶接…。って何?
🔌自動車を組み立てる工場で、火花を散らしながらロボットアームが動いているところを見たことがありませんか? これは「スポット溶接」という技術ですが、普段の生活では聞くことのない単語ですよね。
一言でいうと、スポット溶接は「金属同士を『点(スポット)』で挟んで、電気の力でくっつける技術」です。針と糸で縫い合わせる代わりに、高熱で点止めするイメージです。
⚙️どうやってくっつけているの?
スポット溶接の工程は…
🟣 挟む: 対象の2枚の金属板を、上下から「電極」と呼ばれる棒で挟み込みます。
🟣 電気を流す: 挟んだ状態で、一瞬だけ強い電気を流します。
🟣 溶ける(融ける): 金属は導体ですが電気抵抗があるため、電気が通る瞬間に熱が発生します。その熱で、挟まれた部分の金属がチョコのようにトロッと溶けます。
🟣 固まる: 電気を止めて冷やすと、溶けた部分が再び固まって、2枚の板がしっかり一体化します。
この溶けて固まった丸い跡は「ナゲット」と呼ばれ、工業の世界ではこの大きさも図面に含まれていることがあります。
スポット溶接の「すごい」ところ
スポット溶接がこれほど広く使われているのには、いくつかの理由があります。
🟠 速く加工できる: 1箇所につき、かかる時間はわずかコンマ数秒。あっという間に作業が終わります。
🟠 仕上がりがきれい: 全体を溶かすわけではないので、金属が歪みにくく、見た目もスッキリ仕上がります。
🟠 自動化が得意: 自動化しやすいためロボットとの相性が良く、これが自動車工場の生産ラインで、ロボットアームが行っている加工です。
🛠️私たちの身近にあるスポット溶接
よく使われている例は、やはり「自動車」ですが、よく見るといろいろなものに使われていることがわかります。オフィスにいる方は、ロッカーの中を見てください。金属が織り込んである部分に小さな丸が無いでしょうか。これこそがスポット溶接です。そのほかにも、電子レンジや冷蔵庫などの家電製品など、実は身の回りのいたるところでこの技術が使われています。
🔩さらに工業製品の図面にはスポット溶接を何点打つかの点数も明記されています。漫然と加工していると、もちろんいけないことですが、必要な箇所に溶接をしていない場合もあります。これを防ぐためにスポット溶接機には加工回数を示すカウンターがついています。しかしこれは、また別の話ですね。またの機会にお話ししましょう。
最終更新日:2025-12-18
バイクのサイレンサーってどういう仕組み?

⚒️ハラサワではバイクのサイレンサーに関わる部品を多く製造しています。シェルの部分は外に見える部分であるため、実際に見たことのある方もいらっしゃることでしょう。 しかし、そのサイレンサーについて、仕組みがよく分からない方もいらっしゃるかと思います。今回はバイクのサイレンサーについて、簡単に解説いたします。
バイクに乗っていると、エンジンから出る「音」も魅力の一つです。しかし、その音が大きすぎると、周りの人に迷惑をかけてしまいます。そこで必要になるのが、マフラーの最後についている「サイレンサー」です。サイレンサーは、エンジンのパワーを保ちながら、音だけを上手に小さくできるパーツです。
🔊そもそもなぜ大きな音が出る?
まず、なぜ大きな音が出るのかを少しだけ見てみましょう。バイクのエンジンの中では、ガソリンが爆発するように燃焼しています。このとき、急激に膨らんだ高温・高圧の排気ガスが一気に外へ出て行こうとします。この「勢いよく飛び出すガスの波」が、私たちが聞く「排気音」の主な正体なんです。例えるなら、風船を割った時の「パン!」という音と同じようなもの。この大きな音の波を、サイレンサーが低減してくれます。
🧩サイレンサーの中はどうなっているの?
サイレンサーの仕組みは、大きく分けて二つの方法で音を小さくしています。
🔷1. 吸収して音を小さくする
これは、音を受け止めて熱に変えることで小さくしています。
サイレンサーの中には、たくさんの小さな穴が開いたパンチングパイプと呼ばれるパイプが通っていて、その周りに「グラスウール」や「スチールウール」といった消音材(吸音材)が詰められています。 排気ガスがこのパイプを通る際、音の波(圧力波)が小さな穴から漏れ出し、周りのグラスウールへ移ります。グラスウールの繊維が音のエネルギーを吸収して、摩擦による熱に変換されることで音を減らせます。排気の流れをあまり邪魔しないので、エンジンの性能を保ちやすいという特徴があります。
🔶2. 壁にぶつけて音を小さくする(隔壁を利用・膨張した音を多段的に吸収する)
こちらは、音を「何度もぶつけて弱める」方法です。
サイレンサーにいくつもの「仕切り(隔壁)」を内部に作り、排気ガスの通り道をわざと複雑に曲げたり、大きな部屋(膨張室)を作ったりします。排気ガスがこの複雑な迷路を通る間に、音の波が仕切り壁にぶつかったり、広い空間で「膨張・拡散」したりを繰り返します。壁にぶつかるたびに音のエネルギーが失われ、また、反射し合った音の波同士が打ち消し合うことで、出口にたどり着く頃にはかなり小さくなっているという仕組みです。構造が複雑になる分、静かにする効果は高いのですが、排気の抵抗が増えるため、エンジンのパワーが出にくくなることもあります。
⚙️サイレンサーの役割まとめ
サイレンサーは、これらの仕組みを一つ、または組み合わせて使うことで、私たちに心地よい走行音と、周囲への配慮を両立させています。そして、排気音を抑えるだけでなく、排気ガスの圧力や温度を下げて、マフラー本体の耐久性を高めることもしています。
最終更新日:2025-11-06
プラスチックハンマーとゴムハンマーは何が違う?
🔨普段の生活の中でちょっとした工作や修理をするとき、家庭にあるハンマーは金属製であることがほとんどだと思います。ですが、ハンマーにも木製などいろいろな種類があり、素材によって使い心地や用途がずいぶんと違います。その中でも「プラスチックハンマー」と「ゴムハンマー」は、どちらも金属ではない「叩き過ぎないハンマー」としてよく使われます。
🛠️まず、プラスチックハンマーは、その名の通りヘッド(叩く部分)が硬めのプラスチックでできています。金属よりは弾力がありながらも十分な打撃力を持ち、傷をつけにくいのが特徴です。主に、金属部品の組み立てや、機械の調整作業などで使われます。例えば、パイプやベアリングをはめ込むとき、金属製ハンマーでは部品すら壊してしまいそうですが、プラスチックハンマーなら適度に力を伝えつつ、部品を傷めません。
💠一方、ゴムハンマーはヘッドが柔らかいゴム製で、衝撃をやさしく吸収する性質があります。対象が木材の場合、プラスチックハンマーでも傷をつけることがあるため、家具の組み立てやタイルの施工に向いています。対象物に当たった瞬間変形して「衝撃を吸収」しながら「広い面で押す」ことでショックというより「強く押す力」を加えることができます。ただし、ゴム特有の弾力があるため、強く叩くと少し跳ね返るような感覚があり、力を伝える精度という点ではプラスチックハンマーより劣ります。
🔘つまり、プラスチックハンマーは「硬めで力を伝えやすい」、ゴムハンマーは「柔らかく衝撃を吸収することで押す」といった違いがあります。どちらも「対象を傷つけたくない」という目的は共通していますが、その中でも“どれくらい力を伝えたいか”“どんな素材を叩くか”によって使い分けることが大切です。
⚒️例えば、金属製の部品を正確に組み合わせたいときはプラスチックハンマーを。木材や樹脂、陶器のように割れやすい素材を扱うときはゴムハンマーを選ぶと、製品を壊さずに組み立てることが出来ます。見た目が似ている道具でも目的が異なるのです。
最終更新日:2025-10-24
プレス機の「トン数」って何を示しているの?

🔧プレス機は「トン数」で性能を表します。簡単に言えば「どれくらいの力で材料を押しつぶすことができるか」を示しています。ここで言う「トン(t)」とは、重さの単位ではなく「圧力の大きさ」を示します。たとえば「45トンのプレス機」であれば、最大で45トン分の力、約441kN(キロニュートン)の力を発揮できるということです。
⚙️薄い鉄板を打ち抜くときには、そこまで大きな力は必要ないですが、比較的厚い鋼板を曲げたり、複雑な形状に成形したりする場合には大きなトン数が必要になります。そのため、加える力が強すぎても弱すぎてもうまく加工ができず、このトン数はプレス加工においてとても重要な基準となります。
🗃️加工内容によって必要なトン数が変わるため、プレス機を選ぶときには、材料の厚みや形状、使う金型の大きさなどに応じたトン数を知る必要があります。必要以上に大きなトン数の機械を使うと、金型が壊れたり、製品が変形したりする場合もありますからね。逆に力が足りないと、材料を打ち抜けなかったり、バリが出たりと、良い仕上がりにはなりません。
✅ちなみに、必要なトン数をざっくりと計算する方法もあります。たとえば、せん断加工(材料を切る加工)の場合は、「材料の板厚 × 外周の長さ × 材料のせん断強さ ÷ 1000」という式で、おおよそのトン数を求めることができます。これはあくまで目安ですが、加工設計や機械選定の際に役立つ知識です。
プレス機には
🔸C型
🔸門型
🔸サーボプレス
🔸油圧プレスなど、さまざまな種類があり、それぞれ扱えるトン数の範囲や特性が異なります。たとえば、C型プレスは比較的小型、上下1ストロークでやや単純な動きをします。10〜200トン程度が主流。もっと大きな力が必要な場合には、門型のプレスや油圧プレスなどが使われます。しかしこのトン数ですが、常にこの力をかけられるわけではなく、最大の場合を示しています。段取などでフライホイールの回転数を落としている時は、この力を発揮することは出来ません。圧力・ストローク曲線とも呼ばれるものを参照にしていただきたいのですが、最適な回転数と下死点に到達した際に発揮できる力となります。📈
🪛実務上では、製品加工の圧力・ストローク曲線を知ることは難しいので、最大加工力で判断する加工となります。最大加工力は製品の加工開始から少し後に発生しますが、加工開始位置でのプレス機械の発生圧力が製品加工力より上回っていることを確認します。このようにすれば、能力にゆとりをもって仕事ができます。適切なトン数を選べれば、安全で安定した加工を行うことが出来ます。
最終更新日:2025-10-17
TIG溶接機とファイバーレーザー溶接機はどう違う?

ハラサワで使用されている溶接機はTIG溶接機ですが、この後に開発された溶接機としてファイバーレーザー溶接機というものもあります。それぞれ長所短所があり、導入するかどうか、もしくは導入していてもなぜ使っているのかわからない方に向けて、それぞれの特徴をまとめてみました。
TIG溶接機の長所と短所
🟨長所
🔺 溶接品質が高く、仕上がりの良い外観が得られる。
🔺 スパッタが発生しにくいため、現場が溶接によって汚れにくい。
🔺 薄板から厚板、様々な金属の溶接に対応できる。
🔺 比較的安く導入出来る。
🟪 短所
🔹 溶接速度がやや遅く、大量生産には向かない。
🔹 手溶接の場合特に溶加棒の操作などがあるため、仕上がりが作業者の熟練度に大きく左右される。
🔹 シールドガスを使用するため、風の影響を受けやすく、屋内かつ風の来ない場所で作業したほうが良い。
🔹 ランニングコスト(電気代、ガス代)がファイバーレーザー溶接機より高くなる場合がある。
ファイバーレーザー溶接機の長所と短所
ファイバーレーザー溶接機はTIGと同じく融接を行う加工ですが、高密度のレーザー光を熱源として金属を溶接します。エネルギーの密度を高めることが出来るため局所的な加熱が可能です。
🟨 長所
🔺 溶接速度が非常に速く、生産性が大幅に向上する(TIG溶接の数倍速いこともあり)。
🔺 熱影響部が狭く、熱による歪みや「溶接焼け」が大幅に軽減され、後処理(歪み取り、焼け除去)の工数を少なくできる。
🔺 深い溶け込みが可能で、高強度の溶接を実現できる。
🔺 ビード幅が細く、仕上がりの均一性が高い(品質が作業者の熟練度に依存しにくい)。
🔺 薄板の高速・高精度溶接に特に向いており、自動化もしやすい。
🔺 ランニングコスト(電気代のみ。ガスは不要)がTIG溶接機より抑えられる場合がある。
🟪 短所
🔹 導入コストが非常に高価(TIG溶接機と比べて数倍~数十倍)。
🔹 溶接時にスパッタが発生する場合がある。そのため、溶接機の周囲を覆うなど作業者を守る必要がある。必然的に比較的広いスペースが必要となる。
🔹 トーチが比較的大きいため、狭い箇所や複雑な形状へのアプローチが困難な場合がある。
🔹 TIG溶接と比べると、対応できる材料同士のギャップ管理が厳しい。TIG溶接は若干の隙間なら埋められるが、ファイバーレーザー溶接では難しい。
以上のことから、TIG溶接機は、少量多品種の精密部品、外観の美しさが求められる製品、母材の精度がやや低くても吸収できる高い職人技による溶接など、品質と熟練度が重視される場面で強みを発揮します。一方、ファイバーレーザー溶接機は、大量生産、高速化、歪み抑制による後処理削減、または初心者でも安定した品質を求める場面などでの使用に向きます。ハラサワでクランプが難しい製品でも、開始点がなんとか溶接出来れば、終止点にかけて溶接できますが、ファイバーレーザー溶接ではこれが出来ないということですね…。
最終更新日:2025-10-10
アルゴンガスは溶接でどう使われている?

🔧溶接というと、金属と金属を溶かしてくっつけるだけと、この仕事を始める前は思っていました。しかし、溶接するのに「アルゴンガス」と聞きなれないものが必要でした。今回は、このアルゴンガスが溶接でなぜ欠かせない存在なのかを紐解いていきましょう。
🔥金属を溶かすとき、非常に高温が必要となります。この高温にさらされた金属は、普段は意識しない空気中の成分、特に「酸素」や「窒素」と非常に反応しやすい状態になってしまいます。この状態では、空気中の酸素と金属がくっついてしまい「酸化」という現象が起きてしまいます。金属が錆びるのと同じようなもので、溶接された部分に酸化物ができてしまうと、せっかくの溶接がもろくなってしまったり、見た目が悪くなってしまったりと、仕上がりの品質が大きく落ちてしまいます。
🎆ここで使われるのがアルゴンガスです。アルゴンガスは「不活性ガス」と呼ばれていて、これは「他の物質と化学反応をほとんど起こさない」という、とっても穏やかで安定した性質を持っていることを意味します。この特性を活かして、溶接する箇所にアルゴンガスを吹き付け溶けた金属を覆います。空気中の酸素や窒素が金属に触れるのを防ぐことで、溶接中に金属が酸化したり、窒素と反応して不純物が混ざったりするのを防ぎ、「シールド(遮蔽)」してくれるわけです。このシールドのおかげで、溶接部分は不純物の少ない、とてもきれいで強度も高い状態に保たれるんですね。そのため、シールドガスとも呼ばれます。
🎇さらに、アルゴンガスにはもう一つ、大切な役割があります。それは、溶接で使う「アーク」という電気の火花を安定させることです。この火花も空気中では安定しないため、溶接の熱が均一に伝わらず、仕上がりにムラができてしまいます。アルゴンガスは、このアークの通り道を安定させてくれるため、よりスムーズで、美しい溶接作業が可能になるのです。
💠不活性ガスを利用したシールドガスは、アルゴンガス以外にもヘリウムガスや炭酸ガスなどありますが、アルゴンガスは手に入りやすく、価格も比較的リーズナブルです。そして特にステンレスやアルミニウムといった、酸化しやすい非鉄金属の溶接にも優れていることから多くの現場で選ばれています。
私も入社当時は知識が無く不活性ガスの意味が分からず、「ガスって引火するんじゃ…?」なんて見当違いなことを考えていたこともありました。そんな間違ったことを考えないようにするために、後輩への指導が必要ですね。
最終更新日:2025-10-02
ウレタンってよく聞くけど… それって何?

🛠️工業分野ではもちろん、日常生活でも耳にすることのあるウレタン。ハラサワでもロール機にライニングして使われています。しかし、普段関わっている方以外はウレタン、と聞いてもどんなものなのかすぐに説明できる方は少ないのではないでしょうか。
そこで今回は、ウレタンの基本的な知識について調べてみました。
🟧ウレタン(ポリウレタン)は、イソシアネートとポリオールを主成分とする合成樹脂で、その多様な特性から工業分野で幅広く利用されています。そのウレタンには用途や目的によって様々な種類があります。
🔹 軟質ウレタンフォーム:空気を多く含んだ発泡体で、軽量かつ弾力性に優れています。主に、ソファやマットレスのクッション材、自動車のシート、防音材として使用されます。恐らく私の使っている、筋トレ用のトレーニングベンチはこれが使われていると思います。
🔹 硬質ウレタンフォーム:高い密度を持つ発泡体で、優れた断熱性能と自己接着性を持ちます。高い断熱性が求められる建築物の断熱材、冷凍・冷蔵倉庫のパネル、パイプラインの保温材などに使われています。
🔹 ウレタンエラストマー:ゴムのような弾力性と、プラスチックのような硬さを併せ持つ非発泡性のウレタンです。耐摩耗性、耐油性、耐候性に優れており、コンベアベルト、自動車部品、印刷用ローラー、産業機械の緩衝材などに利用されます。
🔹 ウレタン塗料:ウレタンと塗料は結びつかないイメージが若干ありますが、高い耐候性、耐薬品性、耐摩耗性を持ち、被膜には光沢と耐久性があります。自動車の塗装、建築物の外壁、床材、木工品など屋内とは違う厳しい条件下の表面保護に使われ、長期間にわたって素材を保護します。
🔹 ウレタン接着剤:こちらもウレタンを普段見ていると接着剤と結びつきにくいですが、強力な接着力と柔軟性を持ち、違う材料同士の接着も得意です。自動車、建築、家具製造など、多岐にわたる分野で使われています。
🟧ウレタンの製造と加工
ウレタンは、液体原料を混合し、化学反応によって固化(凝固と同義)させることで製造しています。用途ごとに絶妙に制御することで、様々な性質が得られます。
① 原料の計量・混合:イソシアネートとポリオール、触媒、発泡剤、安定剤などの添加剤を、用途ごとに必要な性状に合わせて正確に計量し、高速で混合します。
② 発泡・成形:混合された原料は、発泡剤の作用で短時間のうちに膨張し、型に流し込んで成形されます。この過程で、密度や硬さを調整します。
③ 熟成・加工:成形されたウレタンは、一定期間熟成させて安定化させた後、裁断、研磨、穴あけなどの加工を行い、製品として完成します。
🟧工業でもよく使われるウレタン
ウレタンは、その優れた物性と加工の多様性から、現代の工業では必須の素材となっています。特に、自動車の軽量化による燃費向上、建築物の高断熱化による省エネルギー化、産業機械の高性能化など、多くの技術革新を支える上で重要な役割があります。また、製造プロセスの柔軟性から、ニーズに応じたカスタマイズが容易なところも大きな利点です。これからもウレタンは使われていくことでしょう。
最終更新日:2025-09-25
プレス機のオイルとグリス

製造業の現場で活躍するプレス機。ハラサワでもいつも稼働しています。しかし、このプレス機が常に良いパフォーマンスを発揮し続けるためには、非常に大切な役割を担っている「グリス」と「オイル」のことを忘れがちだったりしませんか?💦
⚙️プレス機は、何トンもの大きな力をかけ、裏側ではたくさんの部品が複雑に連携し合って働いています。すると、金属と金属が擦れ続け、熱が発生し、摩擦によって部品が摩耗してしまいます。
この問題を解決しているのが、グリスやオイルといった「潤滑剤」です。
🔩グリスは、まるで粘り気のあるクリームのように、部品の表面にピタッと付着します。特に、大きな負荷がかかるギアやベアリング、ジョイント部分などでは不可欠です。これらの部品は、常に重いものを受け止めたり、力を伝達したりと、非常に過酷な環境で働いています。グリスは、そんな部品たちの間にしっかりと膜を張り、金属同士が直接触れ合うのを防いでくれます。この「油膜」があることで、摩擦が大幅に軽減され、部品の摩耗を防ぎ、寿命を延ばします。さらに、グリスは外部からのゴミやホコリ、水分などが侵入するのを防ぐ「シールド」のような役割も果たしてくれます。
🧰次にオイルは、グリスよりも粘度の低い液体で、主にポンプや油圧システムなど、より広範囲にわたって循環する部分で使われます。オイルの主な役割は、グリスと同様に「摩擦の低減」と「摩耗の防止」ですが、それだけではありません。プレス機の中には、油圧の力で大きな力を生み出すものも多くあります。オイルは、その「動力伝達」という非常に重要な役割も担っています。また、稼働中に発生する「熱を吸収して放散する」という冷却作用や、金属の表面に発生する「サビを防ぐ」という防錆作用も持ち合わせています。
グリスやオイルが適切に供給され、その品質が保たれていることで、プレス機は本来の性能を最大限に発揮できます。部品の寿命が延びれば、突然の故障によるライン停止のリスクも減り、生産性の向上にも繋がります。また、摩擦が減ることで余分なエネルギー消費も抑えられ、省エネにもなります。
💥もし、これらの潤滑剤が不足したり、劣化したりするとどうなるでしょうか?部品の摩耗が急速に進み、異音が発生したり、動きがぎこちなくなったり、最悪の場合は部品が破損してしまいます。そうなると、修理には時間も費用もかかりますし、生産計画にも大きな影響が出てしまいますよね。ハラサワでもグリスが不足したことで異音が発生し、その点検のために時間が取られたことがあります。💦
🌟一見地味に思えるグリスやオイルですが、日々のメンテナンスを丁寧に行うことで、設備のトラブルを防ぎ、現場全体の信頼性を高めることができます。メンテナンスのひと手間が、安定稼働への大きな一歩になるのです。
最終更新日:2025-09-18
金属加工の第一歩:用途で選ぶ金属板の仕様と呼称ガイド

ハラサワは金属板を丸めているため、社内では様々な金属板の種類が聞こえてきます。材質だけでなく加工仕様や形状によって多くの種類があります。今回の記事では用途や加工方法に応じた呼称も存在しており、以下に主な仕様とその名称を紹介します。
① パンチングメタル(打ち抜き板)
金属板に多数の穴をプレス加工で打ち抜いた板のことです。ハラサワではこれを丸めてパンチングパイプにしています。穴の形状や配列で通気性や音響効果が変わります。
🔴 穴の形状:丸穴、長穴、角穴、六角穴など
🔴 配列パターン:60度千鳥、90度千鳥、並列配列など
🔴 主な用途:サイレンサーのインナー、通気パネル、音響パネルなど
② エキスパンドメタル
ハラサワで使うことはありませんが、金属板にスリットを入れ引き延ばすことでメッシュ状にしたものを呼びます。切断がないため強度が高いのが特徴です。
🔸 メッシュ形状:ひし形、六角形など
🔸 用途:グリル、フィルター、補強材、滑り止め床材など
③ レーザーカットプレート
レーザー加工によって任意の形状に穴や切断が可能な金属板。CAD設計を反映しやすく、複雑形状に対応できます。ハラサワでは主にテーパーパイプの材料に使っています。
💠 穴形状:基本的に自由な形状
💠 精度:±0.1mm以下でも可能な高精度
💠 用途:装飾板、カスタム部品、試作板金など
④ 切り板(プレート材/スケッチ材)
定尺サイズから任意の寸法にせん断された板材で、ハラサワではこの状態で仕入れています。特に、特定の形状に切ったものは「形状切り板」と呼ばれることもあります。
🟨 台形切り板、L字切り板、T字切り板など形状に応じて呼称
🟨 厚みやエッジ処理により、機械部品やスペーサーに使用
⑤ 丸板(円板)/リング材
ハラサワで使うことはありませんが、板材から円形やドーナツ状に切り出したものをこう呼びます。プレスまたはレーザーで製造します。ハラサワで加工する場合は、ニブリング加工となり、ギザギザが付きます。
🟢 外径・内径指定が可能なのが特徴
🟢 用途:フランジ、カバー、ベースプレートなど
⑥ 打ち抜き・切削加工品(成形プレート)
こちらもハラサワで使うことはありませんが、金属板に対し、NC加工機やタレットパンチ、プレス金型などを使い、穴あけ・切欠き・折り曲げを行った複合した形状となっています。
🔘 呼び名:加工プレート、ブラケット、曲げ板 など
🔘 主に量産や治具用として使用される
⑦ エンボスプレート(滑り止め板)
板表面に突起(エンボス)を設けたもの。滑り止めや装飾性を持ちます。ハラサワではパターンが非常に少ないですが、専用の金型があります。ウレタンロール機を採用しているので、エンボスがあっても板巻鋼管として製作できます。
🔺 種類:チェッカープレート(縞板)、ドット柄など
🔺 用途:足場、荷台、建材など
これらの仕様は、設計目的に応じて選択され、金属加工の自由度を大きく広げています。名称や加工方式を理解することで、作りたい製品に、どのような板材が必要か判断することが出来ると思います。
最終更新日:2025-09-11
TIG溶接でよくある不良の原因と対策|初心者にもわかりやすく解説
TIG溶接で「仕上がりが汚い」「穴が空く」…原因は何?
TIG溶接は、美しく精密な仕上がりが可能な溶接方法として多くの現場で採用されていますが、一方で他のアーク溶接同様「ピンホール」「ブローホール」など、さまざまな不良が発生するリスクもあります。
本記事では、ステンレスやチタン、鉄(SPCC)のTIG溶接で起こりがちな不良原因とその具体的な対策方法を、特にハラサワで実施している方法で初心者の方にもわかりやすく解説します。
よくあるTIG溶接不良とその原因一覧
まずは、代表的な不良と主な原因を一覧で見てみましょう。
①ブローホール(気泡) 主な原因:母材や棒の汚れ、水分、酸化 特徴:気泡が固着し表面や内部に空洞ができる
②ピンホール 主な原因:ガス量不足 特徴:表面に小さな穴ができる
③開始点穴あき 主な原因:クランプ時の突き合わせ面隙間 特徴:母材に穴が開いてしまう
④終止点穴あき 主な原因:融熱で引っ張れないほどの広い隙間 特徴:母材にライン状に穴が開いてしまう
不良①:ブローホール(気泡)対策
🔧 原因
• 母材表面や溶接棒に油分や水分が残っている
• シールドガスが正しく供給されておらず、酸素などが混ざっていた
• 溶接電流が強すぎた
• 母材の品質が悪かった
✅ 対策
• 溶接前に母材と溶加材をアルコールなどで脱脂・乾燥
• タングステン電極の先端状態を確認し、適切に研ぐ
• ガス流量を安定させ、風の影響を避ける
• 溶接条件を見直す
ブローホールは厚板で特に多く発生し、発生した場合は完全に消すことが出来ないので構造上脆い部分となります。最初から発生させないように溶接環境を整える必要があります。
不良②:ピンホール対策
🔧 原因
• ガス量の不足
✅ 対策
• アルゴンガス量の残量確認
ピット(開口欠陥)は、ブローホールに似ていますが特に表面に発生したものを呼び、溶接金属内部に発生したガス孔がビード表面に放出されて穴となって固まった表面欠陥です。原因や対策もブローホールに近いですが、同様に溶接環境を整える必要があります。
不良③:開始点・終止点穴あき対策
原因
• 保護ガス不足
• 入熱過多(特に薄板の場合)
• トーチワーク間の距離が近すぎる or 遠すぎる
✅ 対策
• アルゴンガスが安定して流れているか確認(シールドの状態に注意)
• トーチの高さと速度を安定させる(ビード幅を一定に保つ)
• 低電流設定で熱影響を抑える
________________________________________
TIG溶接で失敗しないために意識したい3項目
1. 材料と道具の「清掃」は必須
汚れがあると、どれだけ技術があっても不良が出やすくなります。
2. ガスの管理を怠らない
アルゴンガスの流量・ノズルの状態・漏れチェックを日常的に。
3. 適切な条件設定と動作を習得する
トーチの高さやスピードだけでなく、前工程での成形のクオリティーは溶接品質に直結します。
________________________________________
TIG溶接は高品質な仕上がりが期待できる一方で、扱い方を間違えると目に見えない内部不良や強度不足につながります。
不良を「技術の問題」とだけ捉えず、「準備・環境・設定」などのトータルな見直しが重要です。
まずは、「材料の清掃」と「ガス管理」という基本から、日々の作業を見直してみましょう。
最終更新日:2025-09-04
高級素材|止まらない価格高騰、チタンの魅力とは【メタルレポートvol.3】

株式会社ハラサワの得意技、「金属を丸めて、板にする」こと。しかし、一口に金属といっても特性や価格は本当に様々で、使用する用途により最適な材質はそれぞれ異なります。ここでは弊社で特によく使う金属をご紹介していきます。
最終編となる第三回目は 「チタン」 です。
■高性能ながら普及しないチタン
製造という観点からみると、チタンは、その硬さゆえに成形が難しかったり、溶接時に酸化しやすいため対応できる技術が必要といった「製造コストが高い」という、デメリットがあります。その反面、耐熱、耐腐食、軽量といった有能な特性を持つ高級素材として、航空宇宙産業や医療分野に使われる傾向がありますね。自動車のアフターパーツやラケットなど身近なものにも採用されています。このように高い性能を持ちながら、いまひとつ一般的にならないのはなぜなのか、需要と供給の面から深堀していきます。
■なぜチタンは自動車やバイクで主流の金属にならないのか
優れた特性を持つチタンがなぜ一般的にならないのでしょうか。自動車にフォーカスしてみてみると、その理由はチタンの価格と、普及車に求められる「安価な車」という条件に関係があります。チタンは優れた金属ですが、ステンレスやSPCC(普通鋼)と比べると数倍以上の価格差があり、他の金属より高額なことは確かです。普及車に多用すると消費者が手を出しにくい価格になってしまいます。三菱のランサー、メルセデスベンツのSクラス などは、チタンが多用されている車種の一例ですが、これらの車種は高級車 、スポーツカーです。バイクでは、性能・外観に拘ったチタンマフラーが販売されており、弊社はその外側のスリーブ部分を製造することがあります。高価格になってしまったとしても受け入れられるのは、それが「贅沢品」だからでしょう。そのため、チタンは主流の金属にはならないのです。
■ チタン価格が高騰している理由
チタンの価格は、近年高騰傾向にあります。製造者は再見積もりを行なったり、ユーザーへ価格改定のお知らせを通知することも多いのではないでしょうか。
チタンの原料は特定の国(オーストラリア、中国、ロシアなど)に偏在しており、地政学的リスクや輸出規制が価格に大きく影響します。今の価格高騰理由のひとつに、ウクライナ情勢や対中貿易政策の変動があげられるでしょう。
さらにチタンは、航空宇宙、医療、EV、再生可能エネルギー関連(風力発電のパーツなど)といった成長分野での需要が急増しており、供給がそれに追いつかない状況です。特に米国やEU諸国では、地政学リスクを避けるためにチタンの国内調達を模索する動きや生産能力を上げることで輸入依存を減らす動きがあり、需給バランスが崩れているのも理由として挙げられます。
■ まとめ
チタンは高性能なので様々なところに使いたいはずです。しかし、それを妨げるのは高い値段と加工難易度です。チタンはこれまで高級素材として限定的に使われてきましたが、持続可能性や軽量高強度といった特性が、今後のテクノロジー社会でますます重要になります。価格や加工技術の課題が克服されれば、自動車、航空宇宙、建築、医療、エネルギーなど、より幅広い産業での活用が進む可能性が非常に高いです。
弊社では、TP270 や TP340 での加工実績がございます。
お気軽にお問い合わせください。
最終更新日:2025-08-28
SPCCの特徴・用途まとめ!あなたの製品に最適な普通鋼とは? 【メタルレポートvol.2】

株式会社ハラサワの得意技、「金属板を丸めて、パイプにする」こと。
しかし、一口に金属といっても特性や価格は本当に様々で、使用する用途により最適な材質はそれぞれ異なります。
ここでは、弊社で特によく使う金属をご紹介していきます。
第二回目は 「普通鋼(炭素鋼)」 です。
■ 普通鋼(炭素鋼)とは?
鉄鋼業界で最も一般的な鋼種が普通鋼(炭素鋼)。熱処理、および炭素やケイ素などの元素の添加量によって、鋼材の強さ、硬さ、性質を自由に調節できる非常に汎用的な鋼種です。炭素の含有率が少ないほど柔らかく、多いと硬くなり”鉄<鋼<鋳物”の順で炭素含有率が高くなります。
■ 普通鋼(炭素鋼)の種類
普通鋼(炭素鋼)の内、板金加工の素材として用いられる冷間圧延鋼板の一種がSPCCと呼ばれるものです。ハラサワで取り扱っている普通鋼はこのSPCCが大半で、t0.1~t6.0が存在しています。しかし、流通性のある板厚はt0.4~t3.2となっているので、t3.2を超える場合は入手しにくい場合があります。
SPCC材は特性比較的加工しやすい材料を生かし、外観部品や機能部品まで幅広く利用されています。同様の冷間圧延鋼板の一種SPCEをプレス加工品の素材として扱うことがあります。SPCEは展性に優れ、深絞り加工などに向いた鋼材です。
SPCCは冷蔵庫の外板及び部品、電装部品や配電盤等簡単な絞り加工が可能なものに比べ、SPCEは深絞り用に用いられ、自動車の外板、ボンネット、ドア等の部品などに使用されます。
以下は、種類の記号と摘要です。
SPCC ・・・ 一般用
SPCD ・・・ 絞り用
SPCE ・・・ 深絞り用
SPCF ・・・ 非時効性深絞り用
SPCG ・・・ 非時効性超深絞り用
表面仕上げの区分としては、『ダル仕上げ』と『ブライト仕上げ』があり、
・ ダル仕上げ→物理的又は化学的に表面を粗くしたロールでつや消し仕上げしたもの。
・ ブライト仕上げ→滑らかに仕上げたロールで平滑仕上げしたもの。
に分けられます。一般的に良く使われるのは標準調質、ダル仕上げです。
また、SS400という鋼材もありますが、一般構造用圧延鋼材でSPCCと同じく値段の安い材料です。SPCCは曲げ加工に適していますが、SS400という材料は一般的には曲げ加工はしません。加工歪がでにくく、加工時の反り対策にはおすすめです。
★ 取扱上の注意
SPCCは非常に錆びやすい材料となります。素地で管理する場合は、水や湿気に要注意です。また、素手で触るのも避けたほうが良いでしょう。
以上、普通鋼(SPCC)について解説しました。
湿気の高い季節、管理には気を付けたいですね。弊社ではインナーパイプとしてご注文いただくことが多いです。
規格外の径で、全長・板厚(0.6mm~2.0mmまで)も任意で製作可能です。
1本から量産、もちろん試作対応も請け負っておりますので、お気軽にお問い合わせください。
最終更新日:2025-08-20
ステンレス鋼の基本とその特徴を理解しよう 【メタルレポートvol.1】

株式会社ハラサワの得意技、 「 金属板を丸めて、板にする 」 こと。
しかし、一口に金属といっても特性や価格は本当に様々で、使用する用途により最適な材質はそれぞれ異なります。
ここでは、弊社で特によく使う金属をご紹介していきます。
第一回目は 「 ステンレス 」 です。
■ ステンレスとは?
"ステイン(Stain:しみ・汚れ)" と "レス(Less:少ない)" との造語で、材質記号は 「 SUS (Steel Used Stainless : 錆びの少ない鋼材 の略) 」 です。
業界ではステンレスを 「 サス 」 と呼んでいます。普段は、 “ サスパイプ ” 、 “ サス材 ” などと言っていますよ。
ほかにも “ ステン ” と言い表す人もいて、ステンレスの呼び方はまちまちです。
鉄に、少なくとも 12%以上のクロム (Cr) を配合することで錆びにくくした合金を指します。
■ ステンレスの種類
まず、大きく 「磁石につくもの (クロムのみ配合) : 400番台 」 と 「磁石につかないもの (クロムとニッケル(Ni)を配合) : 300番台 」 に分かれます。
400番台の代表的な物は 「 マルテンサイト系 」 と 「 フェライト系 」 、 300番台の代表的な物は 「 オーステナイト系 」 があります。
また、炭素量を低減して耐食性を高めた 「ローカーボン材 ( 記号の最後に "L" が付く。 例 : SUS304L など) 」 は、少し柔らかめの材料で価格も上がります。
■ なぜ錆びにくい?
「錆」 は、鉄と酸素が結びついた " 酸化鉄 " 。
鉄にクロムを配合すると鉄よりも先にクロムが酸化し、それにより鉄の表面にクロムの酸化皮膜 ( 『不動態皮膜』 ) ができます。この作用で " 鉄が酸化しにくくなる = 錆びにくくなる " のです。
★ 取扱上の注意
ステンレスに塩素は大敵!
ハイターなどの次亜塩素酸ソーダの漂白剤を使ったり、梅干などの塩分の強い物を直接置いたままにしないでください。
また、錆びた鉄を置いたままにしても、もらい錆びしてしまいます。
※粒界腐食 (画像参考)
ステンレスに500~850度の熱を加えると、炭素とクロムが化合し、クロムの酸化皮膜である不動態皮膜が薄くなるため、そこから 錆びてしまう現象。
特にハラサワですと、 ≪SUS304≫ 、 ≪SUS430≫ 、 ≪SUS409≫ でのお問い合わせが多いです。
研磨の入った材料やローカーボン材でのご注文もいただいており、加工実績がございます。
きっとお役に立てると思いますので、何かございましたらお気軽にご連絡ください!
最終更新日:2025-08-20
📢【夏季休業のお知らせ】

誠に勝手ながら、以下の期間を夏季休業とさせていただきます。
🗓8月9日(土)~8月17日(日)
期間中のお問い合わせは、休業明けより順次対応させていただきます。
ご不便をおかけしますが、何卒よろしくお願い申し上げます。
最終更新日:2025-08-08
【TIG溶接入門】最強の耐熱性!タングステンの基礎知識

製造業の現場で、金属と金属をしっかりと結びつける溶接は、まるで魔法のようですよね。溶接を魔法たらしめるのは、最強の耐熱性を持ったタングステンのおかげなのです。
今回はタングステンとはどんな金属なのか、解説していきます。
特に、TIG溶接(ティグ溶接)と呼ばれる、きれいで高品質な仕上がりが求められる溶接では、タングステンはまさに主役級の活躍を見せます。TIG溶接は、電気の力で熱を発生させ、金属を溶かしてつなぎ合わせる方法なのですが、この時に電気を流す役割を担うのが、タングステンでできた「電極棒」なんです。
なぜタングステンが選ばれるかというと、その秘密は「融点の高さ」にあります。想像してみてください、金属を溶かすほどの高温になるのに、自分自身が溶けてしまっては困りますよね。 タングステンは、なんと約3,422℃という途方もない温度にならないと溶けないんです!これは、地球上で最も融点の高い金属として知られており、そのおかげで溶接中の過酷な熱にもびくともせず、安定してアーク(電気の火花)を飛ばし続けることができるんです。
タングステン電極棒は、その先端の形状もとても重要です。鉛筆のように削って尖らせて使いますが、その削りの角度を用途や溶接する金属の種類によって最適な形に調整する必要があるのです。例えば、 薄い板金を溶接する時や、より精密な作業が求められる場合は、細く尖らせた電極が使われることが多いですね。そうすることで、アークが集中し、狙った場所だけを効率よく加熱できるんです。
また、タングステン電極には、純粋なタングステンだけでなく、酸化トリウムや酸化セリウム、酸化ランタンといった希土類元素が少量添加されたものもあります。これらは「レアアース電極」などと呼ばれ、アークの安定性を高めたり、電極の消耗を抑えたりする効果があるんです。そのため、何を溶接するかで使い分けています。
溶接作業中、タングステン電極は直接溶ける金属と触れることはありません。溶接する金属と電極の間でアークを発生させることで、その熱を利用して溶接を行います。ですから、電極自体が溶け出して溶接部に混ざってしまう心配が少ないのも、タングステン電極の大きな利点です。
ただし、どんなに優秀なタングステン電極でも、使い方にはちょっとしたコツが必要です。例えば、電極の先端が汚れてしまったり、溶接中に母材に触れてしまったりすると、性能が落ちてしまうことがあります。そうなると、穴が開いたり、裏ビードが出なくなることも。だからこそ、溶接作業者は、電極の状態を常にチェックし、必要に応じて研磨するなど、大切に扱っているんですよ。
このように、タングステンは製造業の溶接、特にTIG溶接において、縁の下の力持ちとして、いや、むしろ溶接の品質を左右する重要な役割を担っています。なお、身近なものだと、指輪やフィラメントにも使われているんですよ。最高の耐熱性を持った金属「タングステン」をぜひお見知りおきください。
最終更新日:2025-07-23
【後編】展示会は"歩く教科書"!?~新人が行く東京ビッグサイト~

▶ 名刺交換のススメ
「名刺交換って営業の人がやるものでしょ?」最初はそう考えていました。でも技術職だろうが設計職だろうが、誰かと仕事する限りは“最初の一歩”が名刺交換。 展示会ではその会社の技術を話すために出展しているので、相手も話しかけやすいやや軽めの雰囲気で対応してくれます。なかなか最初は名刺交換を切り出すことやマナーに難しさを感じますよね。しかし、展示会では多少唐突になったり、ぎこちなかったりしても問題ないため、名刺交換の練習にうってつけであると言えるのです。
ブースによっては、呼び込みが積極的であったり、来場者側から声をかけない限り話が始まらなかったりという差が見られます。対応力も鍛えられますね。
________________________________________
▶ 展示会後の「振り返り」が超重要
帰りの車の中では、一緒に行った社員たちと「あの会社の展示が面白かった」や「あの機械は大きくて迫力あったね」みたいに展示会で感じたことを振り返っています。そのように振り返ることで、自分が見落としていたものに気付けたり、忘れてしまっている話の内容を思い出したりすることができ、ただ行って観て帰るだけよりも遥かに有意義な時間になります。
今回の展示会では、実際に使われているパイプを見ることで数値としては知っていても、実物で見ると「あれ?意外と大きいな」と感じたり、逆に思ったよりも小さくて「ここはウチでも作れそうだよ」と言われることで加工可否の感覚を掴むことができたりしました。
________________________________________
▶ おわりに:展示会は“人材投資”の場
今回の展示会では、まだまだ勉強が足りないと痛感しました。現場で普段私が作業しているパイプとは全く異なるものが多く、会話の中で加工範囲について詳しく聞かれても満足に応えることができなかったからです。
また、自分では製作可能だと思っても後から行った先輩に「ちょっとあれは難しいかな」と言われてしまったブースが何個もありました。食品を扱う機械や設備で使われているパイプは、ホッパーと呼ばれる径の差が大きいテーパーパイプや板厚が数十ミリにもなる鋼管が多く、ハラサワでの加工は難しい傾向にあるようです。
展示会は、作業者がほぼ一日現場を離れる上に交通費などで費用がかかるし、ただのカタログ配りに見えちゃうかもしれません。でも、新人にとっては「業界に触れる」「自社の加工可否の感覚を養える」「プロとの会話を経験する」「名刺交換のマナーをマスターする」絶好の機会です。ベテランが同行すれば、ちょっとした雑談の中でも展示の見るべきポイントや話し方が共有できるし、後輩育成にもなる。一石二鳥、いや三鳥くらいの価値があります。
________________________________________
▶ まとめ:展示会で意識するべき4つのポイント
1. 展示内容と自社製品の関係性
2. 説明担当の様子
3. 名刺交換=社会人デビューの練習
4. 振り返り=学びを定着させる時間
「新人の視点を借りて展示会を見たり、話し方などを指導したりすると自分の知識や話す内容を振り返ることができるから、こちらの勉強にもなる」と先輩は言います。
後輩の育成だけでなく、自分の感性を磨く機会となりますよ。誰にとってもインプットとアウトプットが同時にできるため、ぜひ次の展示会は“教育ツール”として活用してみてください!
最終更新日:2025-07-15
1-20件表示 / 30件
![]()


