

- 基本情報
- 設 備
- 技術・製品
- 動画
- 沿革・理念・品質規格
- EMIDASBLOG
- 地図・拠点


面粗度とは ▽、Ra、Rz、Ryの違い

業界
自動車(試作)
仕様
- 素材:鉄
ステンレス - ロット: ---
- 精度:1/1000mm以下
説明
面粗度とは
図面においては、ミリメートル(mm)が使われることが多いが、表面粗さの単位は、マイクロメートル(μm)を用いる。1μmは1/1000mmである。
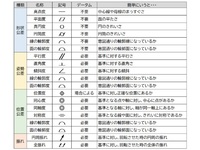
表面粗さの記号は一般的には、三角記号(旧JIS)あるいは表面性状のパラメータ(RaやRz)などを記入し、その後に数値を入れる。
Ra25であれば、長さ方向に対して凸凹の平均値が25μmとなる。
なお、加工は一般的に荒仕上、並仕上げ、上仕上げ、精密仕上げと呼ばれ、通常の加工では並仕上げで終わる場合が多いが、はめあい、光学、洗浄等の理由で上仕上げ・精密仕上げが必要な場合は特別な加工を施す。
~ :Ra50~100(特に規定しない)
▽ :Ra25 Ry100 Rz100
▽ :Ra12.5 Ry50 Rz50
▽▽ :Ra6.3 Ry25 Rz25
▽▽ :Ra3.2 Ry12.5 Rz12.5
▽▽▽ :Ra1.6 Ry6.3 Rz6.3
▽▽▽ :Ra0.8 Ry3.2 Rz3.2
▽▽▽ :Ra0.4 Ry1.6 Rz1.6
▽▽▽▽ :Ra0.2 Ry0.8 Rz0.8
▽▽▽▽ :Ra0.1 Ry0.4 Rz0.4
▽▽▽▽ :Ra0.05 Ry0.2 Rz0.2
~ : 加工除去はしても、しなくてもよい
Ra 25 : ほとんど生地のままでよい (粗い切削加工)
Ra 12.5 : 機能上あまり精度を問わない表面の指定 (平削り、ノコ)
Ra 6.3 : 一般的な切削面 (フライス、旋削)
Ra 3.2 : 軸と穴を組み合わせる面または固定部 (フライス仕上げ~研削)
Ra 1.6 : 精密を必要とする取り付け面 (研磨)
Ra 0.8 : 高精度を必要とする仕上げ面または集中荷重を受ける面 (ラップ)
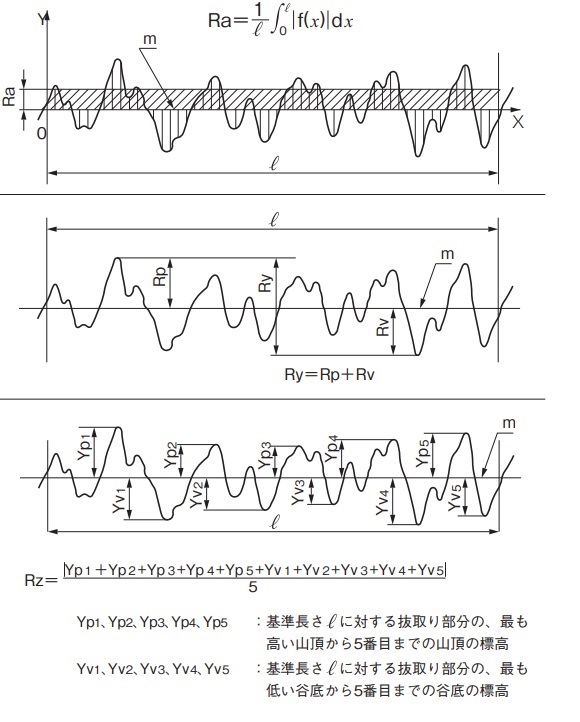
Ra(算術平均粗さ)
Raとは、表面粗さを示すもので最も使われている指標である。
粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の平均線の方向にX軸を、縦倍率の方向Y軸を取り、粗さ曲線をy=f(x)で表したときに、次の式によって求められる値をマイクロメートル(um)で表したものをいう。
Raを求める場合、キズとみなされるような並はずれて高い山及び低い谷がない部分から、基準長さだけ抜き取ることで算出される。
Rz(最大高さ粗さ)
Rzは最大高さ粗さといい、指定された長さにおいて最も低い凹部分ともっとも高い凸の部分の差をとる方法である。
1カ所のキズがあっても問題となる場合には、この方法がとられる。
RzJIS規格(10点平均粗さ)
粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の平均線から縦倍率の方向に測定した、最も高い山頂から5番目までの山頂の標高(Yp)の絶対値の平均値と、最も低い谷底から5番目までの谷底の標高(Yv)の絶対値の平均値との和を求め、
この値をマイクロメートル(μm)で表したものをいう。
最大高さ Ry
粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の山頂線と谷底線との間隔を粗さ曲線の縦倍率の方向に測定し、この値をマイクロメートル(μm)で表したものをいう。
表面粗さの規格が厳しく、寸法許容差がゆるい場合は問題ありませんが、その逆である寸法許容差が厳しい場合、表面粗さの規格は厳しくせざるを得ません。
例えば、外径寸法がφ100±0.02の厳しい寸法許容差でもあるにもかかわらず粗さがRa25であると、粗さが粗いことで寸法許容差が満足することができません。
しかし、寸法許容差や幾何公差に対して、表面粗さをどの程度にするかの明確な基準はありません。
一般的には設計者が経験を基に定めることが多いのですが、以下のような考え方あり、これを参考にすることもあります。
Ra = 0.05 × (寸法許容差)
例):φ100±0.02の場合、寸法許容差は0.04なので、、、Ra = 0.05×0.04 = 2 ⇒ Ra2.0
弊社では、MC加工、NC旋盤加工、溶接、ワイヤー加工、表面処理まで一貫生産を行い、
お客様に合わせた納期対応やニーズに合わせた製品製作を心がけております
☆ 検査機器として3次元測定器を導入しておりますので、精度の厳しい商品、幾何公差の入った製品や検査表作成のご注文もお受けいたします。
単品物から量産まで幅広く対応いたします。
お悩みの方は是非、㈱シンセイまでご相談くださいませ
ホームページに精密加工技術や精密部品、製缶部品等、その他にも設備一覧や最新情報なども掲載しております!(^_-)-☆
ぜひ、ご覧下さい!
会社紹介youtube
https://www.youtube.com/watch?v=zqyDsk7zAGc
複合機を使用した加工
https://www.youtube.com/watch?v=TtnlyK7iji0
傾斜テーブルを使った加工
https://www.youtube.com/watch?v=NheepGLvniE
マシニングによるバーリング加工
https://www.youtube.com/watch?v=3j7v933hlPU
三次元計測機
https://www.youtube.com/watch?v=hyd3VKZTXgA&t=13s
【会社概要】
株式会社 シンセイ
〒522-0201 滋賀県彦根市高宮町2804−1
TEL:0749-23-0172 FAX:0749-26-2206
【HP】
https://www.sinnsei.co.jp/
【MAP】
https://maps.google.com?q=%E3%82%B7%E3%83%B3%E3%82%BB%E3%82%A4%20%E5%BD%A6%E6%A0%B
【シンセイチャンネル】
https://www.youtube.com/watch?v=xUZ12WzBM5k
(※弊社HPをご覧の際は、下記【詳細はこちら】よりお進みください)
関連URL: https://www.sinnsei.co.jp/

















会社情報
| 会社名 |
株式会社 シンセイ (かぶしきかいしゃ しんせい) |
エミダス会員番号 | 84510 |
|---|---|---|---|
| 国 | 日本 | 住所 |
日本 滋賀県 彦根市 |
| 電話番号 | 0749-23-0172 | FAX番号 | 0749-26-2206 |
| 資本金 | 1,000 万円 | 年間売上高 | |
| 社員数 | 45人 | 担当者 | 古川達弥 |
| 産業分類 | 治工具 / 工作機械 / 産業用機械 | ||

