





 株式会社 アミイダ
株式会社 アミイダ

最終更新日: 2026-04-17
研削加工のエキスパートとして、面粗度0.2S以下や寸法精度±0.002の高精度加工を実現し、自動車・産業機器部品の品質向上を支えています。
PRコメント
株式会社アミイダは、群馬県太田市に拠点を置き、精密な研削加工技術を駆使して多様なニーズに応える企業です。自動車部品や産業機器、建設機械、金型部品など、さまざまな分野で利用される高品質な加工品を提供しています。以下では、同社の特徴や強みについて詳しくご紹介します。
【営業時間・基本情報】
株式会社アミイダは、お客様のニーズに迅速に応えるため、以下のスケジュールで営業しています。
- 営業時間: 8:00~17:00
- 定休日: 土曜・日曜
- 所在地: 群馬県太田市龍舞町4645
- 電話番号: 0276-30-3570
【特徴・強み】
株式会社アミイダの最大の強みは、精密加工と多様な対応力です。以下の点が顧客からの信頼を得る理由となっています。
高精度加工: 面粗度0.2S以下、寸法精度±0.002を実現
柔軟な対応: 単品試作から量産まで幅広く対応可能
多様な設備: NC研削盤をはじめとする豊富な加工設備を保有
【対応材質】
同社では、幅広い材質の加工が可能です。以下は対応可能な主な材質です。
アルミニウム系: A5052、A6061、A7075など
ステンレス系: SUS304、SUS316、SUS440Cなど
鉄鋼系: S45C、SKD11、SUJ2など
非鉄金属系: チタン(Ti-6Al-4V、Grade 2)、銅(C1100、C3604)
特殊材質: セラミック(ジルコニア、アルミナ)、CFRP
【加工設備】
株式会社アミイダでは、最新鋭の加工設備を揃え、多様な加工ニーズに対応しています。以下に主な設備をまとめました。
NC円筒研削盤: 最大芯間距離1000mm
NC内面研削盤: 対応直径φ2~φ350
プロファイル研削盤: 精密加工に対応可能
測定器: 真円度測定機、表面粗さ測定機などを使用した品質管理
【環境への配慮】
同社は、環境に優しいものづくりを目指し、環境規格ECO認証を取得しています。廃材削減やエネルギー効率向上に取り組むことで、持続可能な社会への貢献を図っています。
【主な取引先】
株式会社アミイダは、富士機械株式会社、信濃機工株式会社、坂西精機株式会社など、多くの大手企業と取引しています。これらの企業に対して、長年にわたる高品質な製品供給を行っています。
【まとめ】
株式会社アミイダは、高精度の研削加工技術、多様な材質への対応力、充実した設備、環境配慮を兼ね備えた企業です。お客様の期待を超える製品を提供することを使命とし、今後も多様化するニーズに応える企業として成長を続けます。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL: 0276-30-3570
FAX: 0276-30-3575
ホームページ: https://www.actpg.co.jp/

SACM材は、アルミニウムクロムモリブデン鋼という特殊合金鋼で、高い硬度と耐摩耗性を備えた素材です。このような高機能材料に対する表面仕上げでは、滑らかさと寸法精度を両立する高度な技術が求められます。今回は、SACM材に対応した円筒研削およびラッピング加工の事例をご紹介します。
◇SACM材(アルミニウムクロムモリブデン鋼)とは?
SACMは、耐熱性や引張強度、摩耗への耐性に優れた特殊鋼です。主にバルブや摺動部品、エンジン関連部品に使用されており、熱処理後の硬さゆえに、仕上げ工程では砥石や研削条件の最適化が欠かせません。表面の滑らかさが製品寿命にも直結します。
◇製品詳細
・材質:SACM(アルミニウムクロムモリブデン鋼)
・加工方法:円筒研削、ラップ盤仕上げ
・サイズ:φ13〜60
・精度:寸法公差±0.005、面粗度0.2S以下
・ロット:月産100個
◇特長
・硬度の高いSACMに適した専用加工技術
・面粗度0.2S以下の均一で滑らかな仕上げ
・月産100個の量産対応が可能
・焼き付きや変形を抑える安定した加工工程
◇使用例
・自動車用エンジン部品(バルブ)
・油圧装置の制御バルブ部品
・産業機器の高精度シャフト
・高負荷環境下で使用される摺動部品
◇加工方法
外径加工には、芯間250〜1000mmに対応するジェイテクト製のNC円筒研削盤を使用し、高精度な寸法を実現しています。その後、日本スピードショア製ラッピングマシンYT300によって、面粗度0.2S以下の滑らかな表面に仕上げます。加工後は、ミツトヨ製の測定機で真円度や表面粗さを確認し、品質を保証しています。
◇取組み
アミイダでは、素材特性に応じた加工条件の見直しを日常的に行っています。SACM材に対しても、最適な砥石選定や加工順序の工夫により、加工精度と生産効率を両立。最新のラッピング設備を導入し、表面仕上げ品質をさらに強化しています。
◇まとめ
滑らかな表面仕上げが求められるSACM材の加工では、確かな技術と設備が不可欠です。アミイダでは、円筒研削からラップ加工まで一貫対応し、SACMの特性を活かした高精度仕上げを提供しています。品質を重視する製品開発に最適な加工体制が整っています。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/

炭素鋼(SC材)を使用した精密部品では、外径の寸法精度だけでなく、滑らかで美しい鏡面仕上げが求められる場面があります。特に摺動性や外観品質が重視される軸部品やシャフトでは、0.2S以下の面粗度を安定して実現できる円筒研削技術が必要です。今回は、SC材の鏡面仕上げに対応する円筒研削加工の事例をご紹介します。
◇炭素鋼(SC材)とは?
SC材は、機械構造用炭素鋼として広く使われており、代表的なものにS45CやS50Cがあります。切削性と強度のバランスに優れ、汎用部品や量産部品に幅広く使用されています。熱処理や表面処理との相性もよく、寸法精度と表面品質の両立がしやすいことから、研削加工にも適しています。
◇製品詳細
・対象:炭素鋼(SC材)製円筒部品
・加工方法:円筒研削(外径)
・仕上げ精度:±0.003以内
・表面粗さ:0.2S以下(鏡面)
・対応ロット:試作〜量産(1〜500個)
◇特長
・炭素鋼(SC材)に最適な砥石と条件で鏡面仕上げを実現
・摺動部品向けに安定した外径精度と表面粗さを確保
・見た目の美しさと機能性を兼ね備えた仕上がり
・1個から量産まで対応可能な柔軟な生産体制
◇使用例
・油圧機器の摺動シャフト
・精密金型の可動ガイドピン
・搬送装置の回転支持軸
・医療・理化学機器の装飾外装部品
◇加工方法
SC材に対しては、ジェイテクト製のNC円筒研削盤を使用し、寸法・形状精度と表面品質を両立するための加工条件を独自に設定。研削後は、ラッピングや軽仕上げ工程を追加することで、面粗さ0.2S以下の鏡面品質を安定して確保。真円度や同軸度、表面状態についてはミツトヨ製の測定機で検査を実施しています。
◇取組み
アミイダでは、素材ごとの最適な加工条件を蓄積し、炭素鋼でも鏡面仕上げに対応可能な技術体制を整えています。部品ごとの機能や用途に応じて、必要な仕上がりをヒアリングしながら柔軟に対応。単品や試作段階からもご相談いただけます。
◇まとめ
炭素鋼(SC材)部品における鏡面仕上げの円筒研削は、外観だけでなく、摺動性や耐摩耗性にも大きく貢献します。アミイダでは、機能と美しさを兼ね備えた高品質な研削加工を通じて、お客様の製品価値向上に貢献します。高精度かつ高品位な仕上げが必要な方は、ぜひお問い合わせください。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/

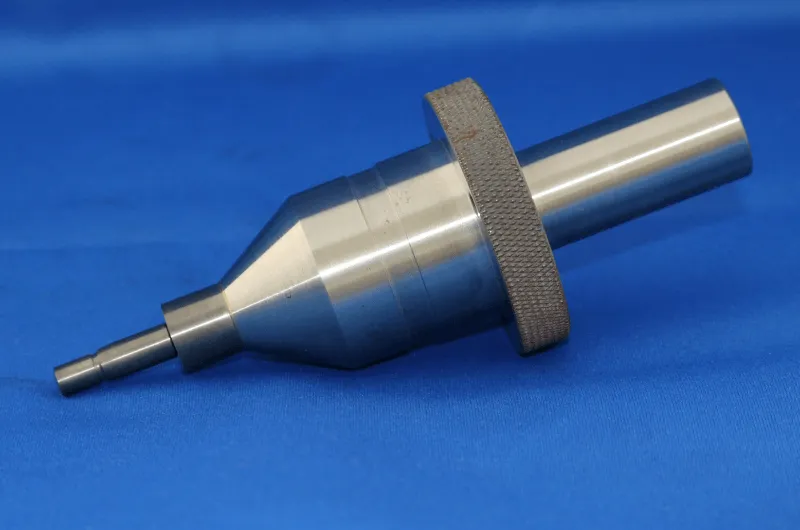
段付き形状のシャフトでは、各段ごとの寸法精度と段差間の滑らかなつながりが、部品の嵌合性や動作精度を大きく左右します。S45Cのような炭素鋼を使用した外径多段構造のシャフトに対しては、形状と精度の両方を安定して確保できる円筒研削技術が不可欠です。今回は、φ35-φ25-φ16-φ13-φ10と段差の多い外径形状に対して、±0.003精度で対応した加工事例をご紹介します。
◇外径多段加工とは?
外径に複数の段差を持たせる加工は、部品の嵌合部や取り付け部を明確に分ける目的で多く使われます。各段の精度が組立性や製品性能に大きく影響するため、段ごとの寸法管理と、段差間の滑らかさを両立する研削技術が求められます。S45Cは、加工性に優れた中炭素鋼として、構造部品に広く使われています。
◇製品詳細
・製品名:外径多段加工シャフト
・材質:S45C
・サイズ:φ35-φ25-φ16-φ13-φ10-100
・加工方法:円筒研削
・精度:±0.003
・ロット:対応可能(試作〜量産)
◇特長
・5段構成の外径を一貫して精密に研削
・段差の接続部も滑らかなつながりに仕上げ
・±0.003の寸法精度を全長で確保
・段取りとチャッキング技術で加工の再現性を維持
◇使用例
・モーター軸の多段構造部品
・省力機器の機構シャフト
・精密ガイドの位置決め部品
・嵌合・圧入が必要な多段軸部品
◇加工方法
加工には、ジェイテクト製のNC円筒研削盤「GL4S-A」や「GE4Pi-50」を使用。芯間500mm仕様で、段付きワークに対しても安定した保持が可能です。S45C材の特性に合わせた砥石選定と加工条件設定により、段ごとの寸法精度とつながり部の面品質を両立しています。真円度や段差寸法は、ミツトヨ製の真円度測定機や輪郭形状測定機で検査を実施します。
◇取組み
アミイダでは、多段構造部品の加工ノウハウを活かし、段差数や精度に応じた最適な段取りを設計。加工・測定・記録の各工程を標準化することで、少量から量産まで、再現性とスピードを両立した加工体制を構築しています。±0.003以内の高精度研削にも柔軟に対応しています。
◇まとめ
外径に段差の多いS45C製シャフトには、複雑形状に対応した円筒研削と段差ごとの精度管理が重要です。アミイダでは、±0.003の高精度で段付き外径を仕上げる技術を確立しており、滑らかな仕上がりと安定した品質を両立。複雑形状や精密嵌合が求められる部品の加工先として、信頼いただける対応力を備えています。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/
【ラップ盤による鏡面仕上げ】
ラップ盤を使用した鏡面仕上げは、非常に精密な研磨プロセスであり、金属やその他の材料の表面を滑らかにし、光沢のある仕上げに仕上げることを目的としています。このプロセスでは、ラップ材と呼ばれる砥粒を含んだ研磨剤を使用します。
【ラップ盤の構造と機能】
ラップ盤は、平坦な台の上に加工物を置き、そこに研磨剤を加えて圧力をかけることによって機能します。このプロセスは、研磨された表面が鏡のような仕上げとなるため「鏡面仕上げ」と呼ばれます。
【鏡面仕上げの利点】
この技術を用いることで、表面粗さは0.1ミクロン以下にまで向上することが可能です。これにより、製品の耐久性向上や溶着防止に寄与します。また、熱による変形が少ないため、焼けが発生しないという利点もあります。
【ラップ加工の弱点】
ラップ加工は、加工前の状態がそのまま残ってしまうというデメリットがあります。
つまり、削るわけではないため、傷などがあった場合はその傷は消えることなくそのまま残るというわけです。
いうなれば、加工前の素材の状態が精度に大きく影響を及ぼしてしまいます。
【ラップ加工の応用】
鏡面仕上げは、金型や工具などの繰り返し使用される部品に対して主に行われます。これにより部品の寿命が延び、性能が向上します。具体的には、自動車部品、航空機部品、医療機器など、多岐にわたる分野で使用されています。
以上のように、ラップ盤による鏡面仕上げは、精密な研磨を可能にし、さまざまな産業で貢献しています。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/

金属加工の分野では、偏心シャフトのような特殊形状部品の加工には高度な技術が必要です。今回は、ステンレス素材を使用した300mm×Φ50の円筒研削多段加工を通じて、高精度な製品を実現する取り組みについてご紹介します。
◇偏心シャフトの円筒研削とは?
偏心シャフトは、中心軸が部分的にずれた形状の部品で、主に産業機器や自動車部品に使用されます。加工には、偏心部と円筒部を高精度で仕上げる技術が求められます。ステンレスはその耐腐食性や強度に優れる反面、加工の難易度が高い素材です。
◇製品詳細
- 対応サイズ: 300mm×Φ50
- 素材: ステンレス(SUS304、SUS316など)
- 精度: 寸法精度±0.002、面粗度0.2S以下
- 特殊形状: 偏心部を含む多段加工
◇特徴
- 高精度の円筒研削盤を使用し、偏心部を含む複雑な形状に対応
- 自動化技術による高い生産性と安定性
- ステンレス素材特有の耐腐食性と高強度を維持
◇使用例
- 自動車用偏心シャフト
- 産業機器部品
- 精密金型用部品
◇加工方法
最新のNC円筒研削盤「GE-4」シリーズを用い、芯間500mmまでの加工に対応しています。偏心部の加工には、特殊治具とプログラミング技術を活用し、部品全体のバランスを保ちながら加工を進めます。さらに、加工精度を確保するために、真円度測定機での検査を行います。
◇取組み
環境に配慮しながら高品質な製品を提供するため、ECO認証を取得。加工精度の向上に向けた設備の更新や、熟練技術者による定期的なメンテナンスを実施しています。
◇まとめ
偏心シャフトの円筒研削加工は、製品の精度と耐久性が求められる重要な工程です。300mm×Φ50の多段加工にも対応可能で、特殊形状部品の加工をご検討の方に最適なソリューションを提供します。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/
金属加工において、部品の性能や用途に応じて最適な材質を選ぶことは非常に重要です。鉄系素材が多く用いられる一方で、軽量化や耐食性、耐熱性といった特性を必要とする場合にはアルミやステンレス、さらにはインコネルのような特殊合金が選ばれることもあります。これらの材質は、それぞれ特有の性質を持つため、加工条件や仕上げ方法に工夫が求められます。
本記事では、アルミ、ステンレス、インコネルを含む多様な材質に対応できる研削加工サービスについて紹介します。
◇アルミ材の研削加工
アルミニウムは軽量で加工性が高く、輸送機器や電気機器、産業機械など幅広い用途で使われます。特にA5052は耐食性に優れ、A6061は強度と耐食性のバランスが良く、A7075は高強度を特徴としています。アルミは熱伝導率が高いため、研削時に熱がこもりやすく、変形やバリの発生に注意が必要です。研削条件を最適化することで、寸法精度±0.002mm、面粗度0.2S以下の仕上げも可能です。小型から中型部品まで、幅広く対応できます。
◇ステンレス材の研削加工
ステンレスは耐食性や耐熱性に優れ、医療機器、食品機械、建設機械など多様な分野で採用されています。SUS304は一般的な耐食鋼、SUS316は耐腐食性に優れ、SUS440Cは高硬度で耐摩耗性が求められる用途に適しています。ステンレスは加工硬化しやすいため、研削条件を誤ると仕上がりにムラが生じることがあります。これに対応するため、砥石や研削液の選定を慎重に行い、安定した面粗度と寸法精度を確保しています。特に回転部品や摺動部品においては、真円度や同軸度の管理も重要です。
◇インコネル材の研削加工
インコネルは耐熱性と耐食性に優れたニッケル基合金で、航空機エンジン部品や化学プラント、発電設備などの過酷な環境下で使用されます。スプレッドシートに記載されている対応範囲では、Inconel600、625、718に対応しています。インコネルは高硬度で切削加工が難しいため、研削加工による仕上げが有効です。加工熱の管理や砥石の摩耗対策が重要であり、条件を最適化することで寸法精度±0.002mm、面粗度0.2S以下の仕上がりが実現されています。
◇対応可能なその他の材質
鉄鋼系ではS45C、S50C、SCM415、SCM435、SUJ2などがあり、工具鋼としてSKD11やSKD61、SKH51にも対応可能です。非鉄金属では銅合金(C1100、C1720、C3604など)、チタン合金(Ti-6Al-4V、Grade1、Grade2)なども対象です。セラミックではアルミナ、ジルコニア、炭化ケイ素、窒化ケイ素といった高硬度材料にも対応でき、用途に応じた柔軟な加工体制を整えています。
◇加工方法
多材質に対応するためには、幅広い設備が必要です。外径加工にはジェイテクト製のNC円筒研削盤を用い、芯間250mmから1000mmまで対応します。内径加工は岡本工作機械や和泉金属工業のNC内面研削盤でφ2からφ350まで可能です。特殊形状にはワシノエンジニアリング製のプロファイル研削盤「GLS135AS」が用いられ、φ4以下の細物にも対応できます。平面研削やラッピングも組み合わせ、材質に応じた最適な仕上げを行います。
◇加工精度
多様な材質に対応しても、加工精度の基準は共通しています。寸法精度は±0.002mm、面粗度は0.2S以下を保証範囲としています。材質ごとに研削条件は異なるものの、測定設備を活用することで安定した品質を維持できます。真円度測定機、表面粗さ測定機、輪郭形状測定機を使用して仕上がりを検査し、品質保証を行っています。
◇品質保証と管理体制
ISO9001の認証を取得しており、品質管理体制が整っています。加工ごとの測定データを記録し、再発注時にも同条件で対応できる仕組みを構築しています。環境対応としてECO認証も取得しており、持続可能な製造体制を確保しています。購買担当者にとっては、こうした管理体制が安心して発注できる判断材料となります。
◇まとめ
アルミ、ステンレス、インコネルといった多様な材質への対応は、単に設備の有無だけではなく、各材質に応じた条件設定とノウハウが必要です。ジェイテクト製のNC円筒研削盤や岡本工作機械製の内面研削盤、ワシノエンジニアリング製のプロファイル研削盤といった設備を備え、さらにラッピングや測定設備による検査体制を組み合わせることで、材質ごとに最適な仕上がりを実現しています。寸法精度±0.002mm、面粗度0.2S以下という具体的な基準に基づき、安定した品質を提供できる体制は、購買・技術担当者にとって安心できる依頼先の条件といえます。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/

金属加工の中でも、円筒研削は高い精度と技術力を求められる工程です。今回ご紹介するのは、ステンレス素材を用いたφ25・φ60×100の多段加工で、独自のノウハウを駆使して高品質な仕上がりを実現する取り組みについてです。
◇ステンレス円筒研削加工とは?
円筒研削加工は、回転する円筒形の部品を研削し、表面の平滑性や寸法精度を追求する加工方法です。特にステンレスは耐食性や耐摩耗性に優れる一方で、加工の難易度が高い素材とされています。このプロセスでは、安定した精度を確保するために高度な技術が求められます。
◇製品詳細
- 対応サイズ: φ25、φ60×100の多段加工
- 素材: ステンレス(SUS304、SUS316など)
- 精度: 寸法精度±0.002、面粗度0.2S以下
- 対応重量: 10kg以下(超過時は要相談)
◇特徴
- 高精度の寸法加工を可能にするNC円筒研削機を採用
- 自動化技術による高い再現性
- 高耐久性と耐腐食性を維持しながら、滑らかな表面仕上げ
◇使用例
- 自動車部品(シャフトや軸)
- 産業用機器部品
- 精密金型部品
◇加工方法
工程には、ジェイテクト製のNC円筒研削盤「GE-4」シリーズを使用し、芯間500mmまでの加工に対応します。製品の回転軸を保持しながら、高速かつ安定した削り出しを行うことで、製品の均一性を保っています。
◇取組み
研削加工の精度向上のため、真円度測定機や表面粗さ測定機を用いて定期的な検査を実施。さらに、ECO認証の取得により環境への配慮も徹底しています。
◇まとめ
円筒研削加工において重要なのは、高い技術力と品質管理です。φ25・φ60×100の多段加工対応で、精密な部品加工が可能です。製品の耐久性や仕上がりにこだわりたい方に最適な選択肢を提供します。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/

ダイス鋼(SKD材)を使用したバルブ部品は、耐摩耗性や剛性に優れており、過酷な環境下でも安定した性能を維持します。その一方で、加工時には高硬度ゆえの熱変形や砥石摩耗といった課題も伴います。アミイダでは、高硬度材に最適化した円筒研削により、安定した品質の部品加工を実現しています。
◇バルブとは?
バルブは、液体や気体の流れを制御する機構部品で、寸法精度や表面仕上げが作動の信頼性に直結します。SKD材のようなダイス鋼を用いることで、長期間の使用にも耐える高い耐久性を確保できます。ただし、硬さと粘りを持つこの素材には、高度な加工技術が必要です。
◇製品詳細
・製品名:バルブ
・材質:SKD(ダイス鋼)
・サイズ:φ50-φ30-85
・加工方法:円筒研削
・精度:±0.005
・ロット:10個
◇特長
・ダイス鋼(SKD材)に対応した研削条件を確立
・段付き構造(φ50〜φ30)も一貫加工可能
・±0.005の高精度を安定して維持
・少量ロット(10個)でも柔軟に対応
◇使用例
・自動機や装置の作動バルブ部品
・流体制御装置の摺動構成部品
・成形設備の圧力調整部品
・機械装置の制御シャフト
◇加工方法
ジェイテクト製のNC円筒研削盤を用い、段差形状にも対応したプログラムと治具設計で加工。SKD材に適した砥石と切削条件により、表面の焼き付きや変形を抑制しつつ、精度と仕上がりの安定性を実現。最終検査では、真円度や寸法測定を全数実施し、確実な品質を保証しています。
◇取組み
アミイダでは、ダイス鋼をはじめとした高硬度材の研削加工を多数手がけてきました。加工条件のデータベース化や工具管理の徹底により、少量ロットでも品質のばらつきを抑えた対応が可能です。製品ごとの仕様や設計意図を反映しながら、最適な工程をご提案しています。
◇まとめ
高硬度材を用いたバルブの円筒研削には、材料特性への理解と設備対応力が求められます。アミイダでは、SKD材への豊富な加工実績をもとに、段差や真円度などの要件を高精度で実現。機能性と信頼性を兼ね備えたバルブ部品の加工を、安定した品質でご提供します。
◆企業情報
株式会社アミイダ
〒373-0806 群馬県太田市龍舞町4645
TEL:0276-30-3570
FAX:0276-30-3575
URL:https://www.actpg.co.jp/
研削加工ドットコム:https://grinding-pro.com/

円筒研削加工( 試作開発・少量生産 / 研削加工 ) |
| 会社名 |
株式会社 アミイダ (あみいだ) |
自社ホームページURL | https://www.actpg.co.jp/ |
|---|---|---|---|
| 住所 |
日本 群馬県 太田市
[地図を見る] |
担当者 | 阿久戸 洋希 |
| 電話番号 | 0276-30-3570 | FAX番号 | 0276-30-3575 |
| 資本金 | 1,800 万円 | 社員数 | 20人 |
| 年間売上高 | 25,000 万円 | エミダス会員番号 | 46345 |
| 産業分類 | 工作機械 / 産業用機械 / 輸送機器 | ||
| 主要三品目 |
|
||
| 大分類 | 中分類 | 小分類 |
|---|---|---|
| 試作開発・少量生産 | 機械加工 | ステンレス 超硬素材 焼結金属 |
| 試作開発・少量生産 | 研削加工 | NC平面研削加工 NC円筒研削加工 平面研削加工 成形研削加工 円筒研削加工 プロファイル加工 内面研削加工 NC内面研削加工 |
| 金型製作 | プレス金型 | 部品加工 |
| 金型製作 | プラ金型 | 部品加工 |
| 量産 | 研削加工 | NC円筒研削加工 成形研削加工 円筒研削加工 内面研削加工 NC内面研削加工 |
| 表面処理 | ラップ研磨(ラッピング研磨) | ラップ研磨 |
| 自動車部品製造 | 駆動系パーツ | トランスミッション ドライブシャフト |
| 製品製造 | 医療機器製造 | 外科用治療工具 |
![]()


