

- 電話番号: ログイン後表示されます
- FAX: 082-293-0286
- ホームページ
- 基本情報
- 設 備
- 技術・製品
- 動画
- 沿革・理念・品質規格
- EMIDASBLOG
- 地図・拠点


図面にある「Ra」や「Rz」の意味とは?表面粗さの基礎と加工対応のポイント
業界
冶具
測定機械
道路
仕様
- 素材:鋼
アルミ
ステンレス - ロット:1~上限なし
- 精度:その他
説明
【図面にある「Ra」や「Rz」の意味とは?表面粗さの基礎と加工対応のポイント】
製品図面に「Ra6.3」や「Rz50」などの記載があり、「これは何を示しているのか?」とお困りではありませんか?
このような表面粗さの指定は、部品の機能性や見た目に大きく関わる重要な要素です。
専門的な知識がなくても理解できるよう、表面粗さの基本と対応方法をご紹介いたします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面粗さとは?どんな場面で必要?』
表面粗さとは、部品表面の凹凸の度合いを数値で表したものです。
この数値はたとえば以下のような性能に影響を与えるため、多くの製品設計で指定されます。
・接着剤や塗料の密着性
・摺動部(こすれ合う部品)の摩耗や抵抗の軽減
・液体・気体の漏れを防ぐシール性
・外観上の質感や仕上がり
用途に応じた表面の滑らかさや粗さが求められるということです。
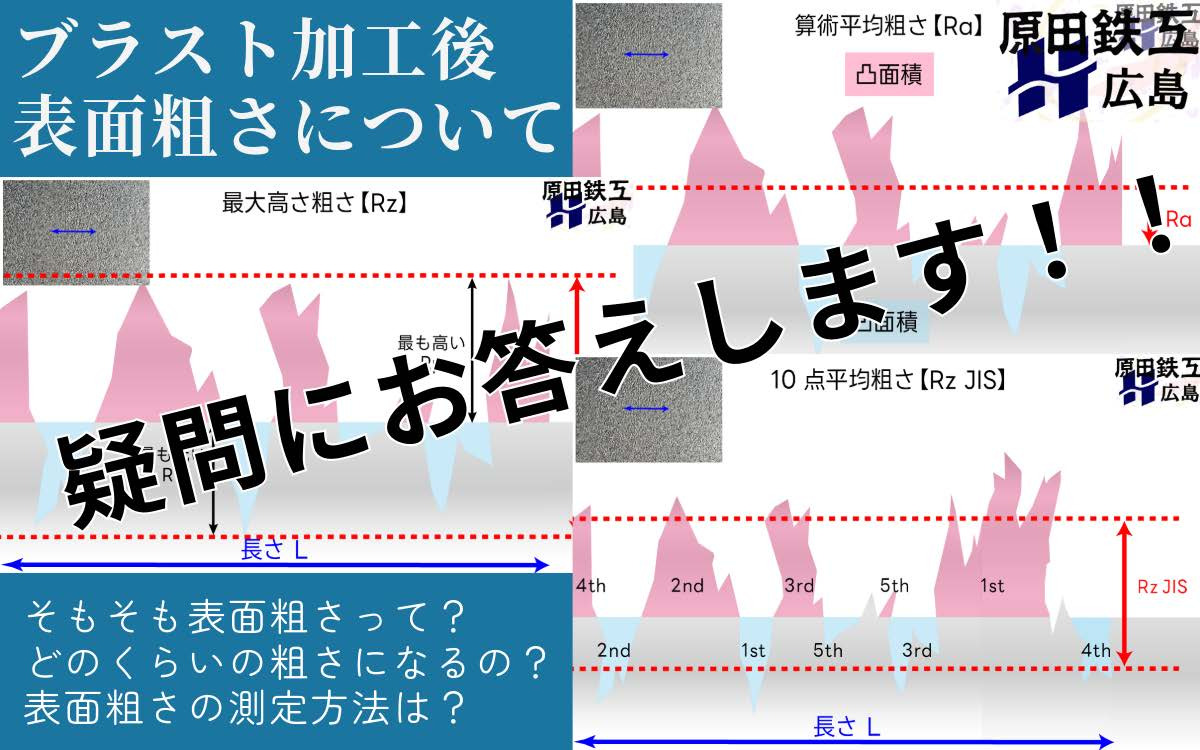
『「Ra」「Rz」「RzJIS」などの用語の違いについて』
表面粗さにはいくつかの表し方があります。
図面に書かれている「Ra」「Rz」「RzJIS」は、それぞれ異なる測定基準を表します。
「Ra」
表面の凹凸の平均的な高さを数値化したもの。
もっとも一般的な指標で、全体的な滑らかさの目安になります。
「Rz」
表面の最も高い点と低い点の差を測ったもの。
局所的な凹凸に敏感で、粗い表面の評価によく使われます。
「RzJIS」
日本工業規格(旧JIS)で定められた、表面の高低差の平均値。
日本の古い図面によく見られます。
JIS'94の古い規格で「RzJIS」は「Rz」と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『測定方法と注意点』
表面粗さの測定には、大きく分けて2つの方法があります。
「接触式」
非常に細い針が表面をなぞり、凹凸を正確に数値化する方式です。
広く普及しており、RaやRzなどを安定して測れます。
「非接触式」
レーザーや光で表面形状を測る方式です。
接触式より高い精度を誇り接触せずに広範囲を測れるメリットはありますが、機器が高価で導入している加工業者は限られます。
【表面粗さの測定方法と各パラメーター解説】
https://x.gd/qRqdF
『ブラスト加工と表面粗さの関係』
原田鉄工では、グリットブラストやサンドブラストによる表面加工に多数の実績があります。
加工後の実測値としては、以下のような目安があります。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
実際の粗さは使用する材料や研磨材、エア圧力条件によって変動します。
図面の粗さ指示がこの範囲に収まるかどうかの確認も事前にご相談いただけます。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『原田鉄工でできること』
粗さ指定がある図面に対し、原田鉄工では以下のような対応が可能です。
・図面の記載内容が不明確な場合でも、加工可否の検討・提案
・試作を行い、実際の粗さを測定 → 数値付きのレポート提出
・要求粗さに合わせた研磨材や施工条件の調整
・必要に応じて、その後の塗装・防錆処理まで対応
専門的な知識がなくても大丈夫です。
図面やお悩みを共有いただければ、粗さの意図や必要性を一緒に整理した上で、最適な加工方法をご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
https://ja.nc-net.or.jp/company/98405/product/detail/242486
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp












会社情報
| 会社名 |
原田鉄工 株式会社 (はらだてっこう) |
エミダス会員番号 | 98405 |
|---|---|---|---|
| 国 | 日本 | 住所 |
日本 広島県 広島市西区 |
| 電話番号 | ログインをすると表示されます | FAX番号 | 082-293-0286 |
| 資本金 | 4,800 万円 | 年間売上高 | |
| 社員数 | 50人 | 担当者 | 垰 |
| 産業分類 | 重電関係 / 産業用機械 / 輸送機器 | ||
| 主要取引先 |
|
||

