

- 電話番号: ログイン後表示されます
- FAX: 082-293-0286
- ホームページ
- 基本情報
- 設 備
- 技術・製品
- 動画
- 沿革・理念・品質規格
- EMIDASBLOG
- 地図・拠点


【ISO Sa1】ブラストで行う素地調整について
業界
半導体
鉄道
プラント製造
仕様
- 素材:鋼
アルミ
ステンレス - ロット:1~上限なし
- 精度:その他
説明
【ISO Sa1】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
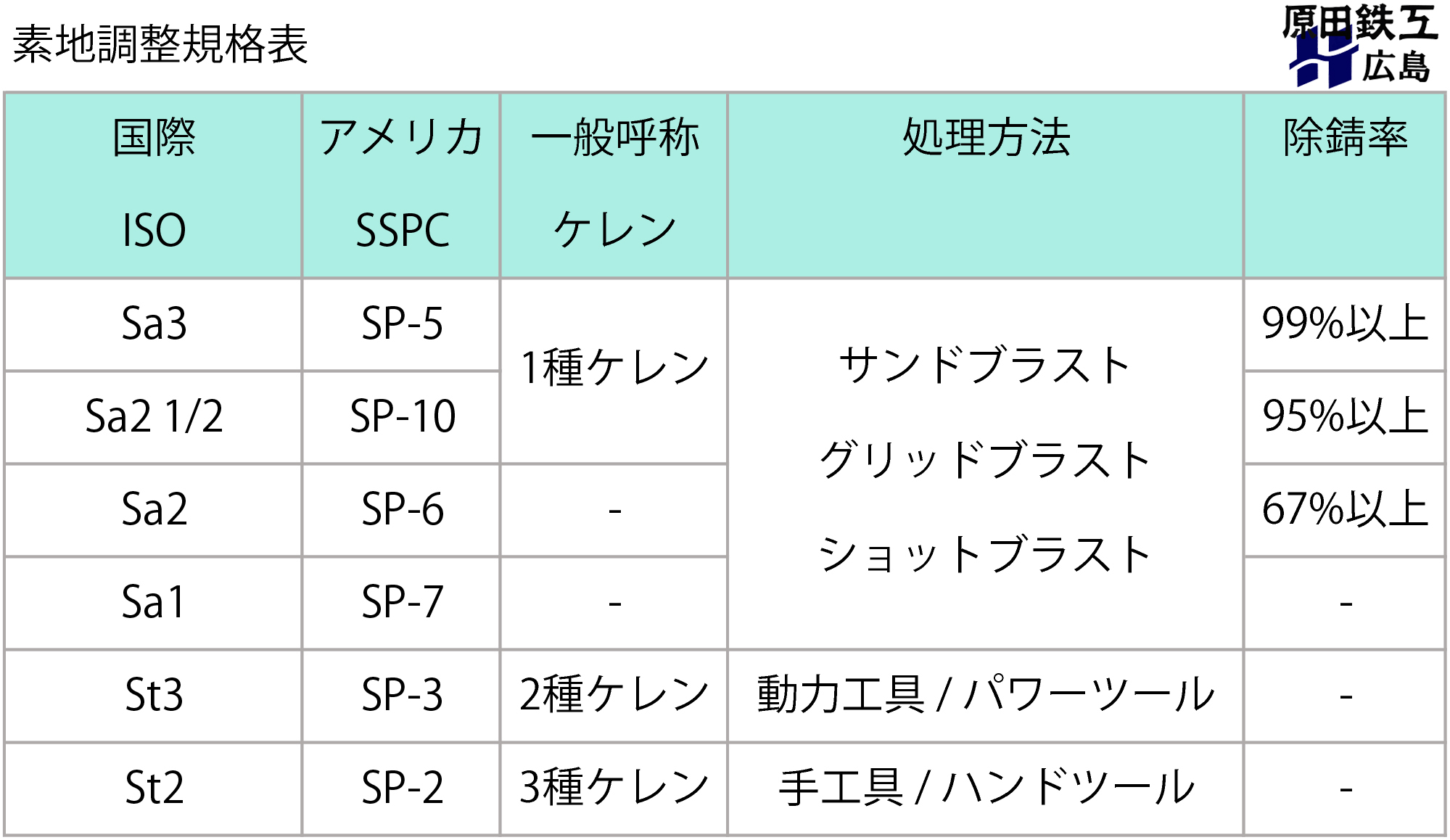
Sa1(スイープブラスト洗浄)は肉眼で見える表面の弱く密着した酸化物、錆、塗膜、異物などを除去する必要があります。
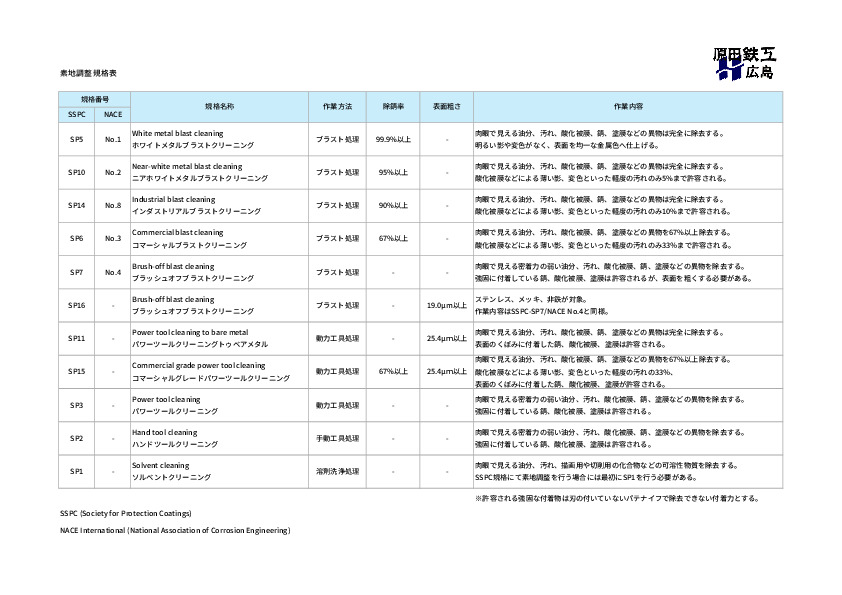
一般的にSSPC SP-7又はSSPC SP-16と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa1とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は顕微鏡なしで弱く付着したミルスケール、錆、塗膜、異物、目に見える油やグリース及び泥土が無い状態とされます。
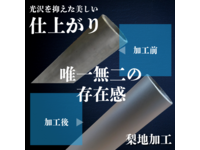
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa1の作業方法』
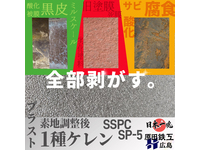
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa1の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa1で行うメリット』
ISO Sa1はブラストで行う素地調整の中では1番低い洗浄度の規格となります。
1つ上の洗浄度である規格Sa2では表面には「ほとんどの」ミルスケール、錆、塗膜、異物、目に見える油やグリース及び泥土が無い状態とされますが、Sa1は「弱く付着した」と更に簡易的な処理となります。
許容される弱く付着したとは刃の付いていないパテナイフで剥離させることのできる程度の付着となります。
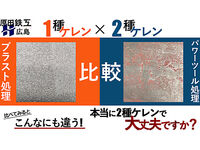
ブラスト後にも残存する汚れが残る仕様とはなりますが
それでも2種ケレンと呼ばれるISO St3と比較すると作業時間・コストの短縮ができ塗料と表面の高い密着が期待されます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa1は素地調整の規格であり、表面の弱く付着した異物を除去する必要があります。
許容される汚れは刃の付いていないパテナイフで剥離できる程度の付着とされますので、表面を簡単に加工する程度となります。
ほうきで掃くように加工を行う事からブラッシュオフブラストとも呼ばれます。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題があるので注意が必要です。
またISO Sa1 スイープブラスト洗浄はアルミ、ステンレスなどの塗装が密着しにくいとされる材料やジンク材の密着性向上を目的として加工される事が多くあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではISO Sa1はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp














会社情報
| 会社名 |
原田鉄工 株式会社 (はらだてっこう) |
エミダス会員番号 | 98405 |
|---|---|---|---|
| 国 | 日本 | 住所 |
日本 広島県 広島市西区 |
| 電話番号 | ログインをすると表示されます | FAX番号 | 082-293-0286 |
| 資本金 | 4,800 万円 | 年間売上高 | |
| 社員数 | 50人 | 担当者 | 垰 |
| 産業分類 | 重電関係 / 産業用機械 / 輸送機器 | ||
| 主要取引先 |
|
||

