

- 電話番号: ログイン後表示されます
- FAX: 082-293-0286
- ホームページ
- 基本情報
- 設 備
- 技術・製品
- 動画
- 沿革・理念・品質規格
- EMIDASBLOG
- 地図・拠点


【SSPC SP-10】ブラストで行う素地調整について
業界
重電
造船
プラント製造
仕様
- 素材:鉄
鋼
鋳鉄 - ロット:1~上限なし
- 精度:その他
説明
【SSPC SP-10】ブラストで行う素地調整について
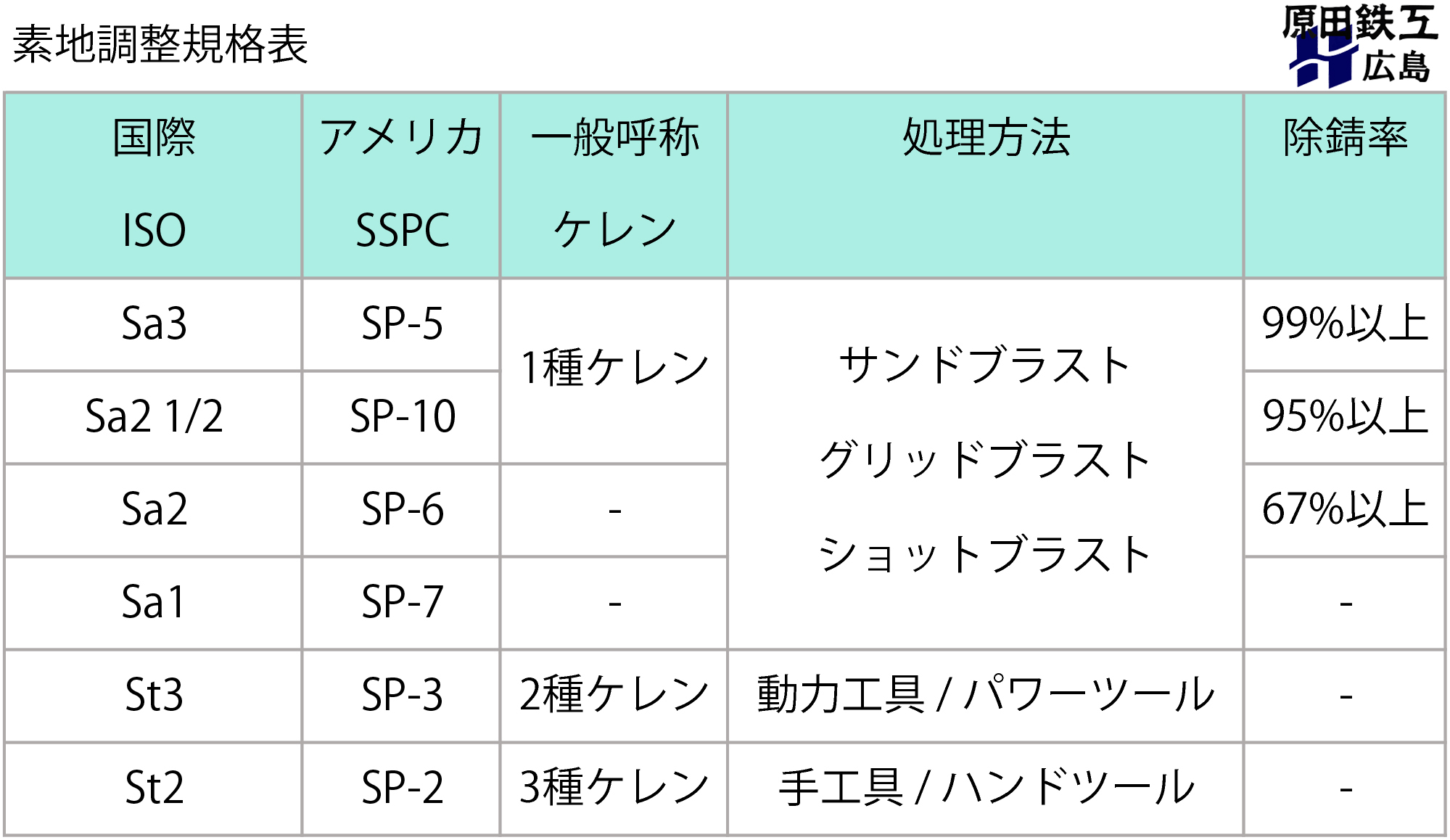
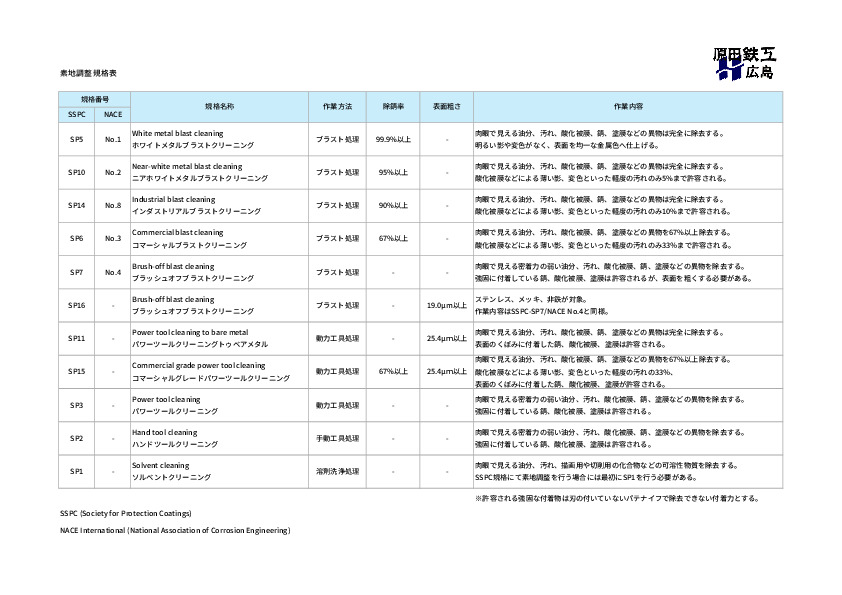
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-10(ニアホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を95%以上除去する必要があります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-10とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
表面に付着した錆は確実に除去する必要があり、ミルスケールや酸化被膜の軽度な変色や影が表面積の5%まで許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-10の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を95%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-10の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-10で行うメリット』
SSPC SP-10は素地調整の中で2番目に高いレベルの規格となります。
最上位の規格SSPC SP-5はほぼ100%の除去が必要とされるため、コストが高いという問題がありました。
SSPC SP-10は軽度の汚れに限りますが5%まで許容する事でコストが削減されており、十分な清浄度を確保する事ができるため広く使用されている規格となります。
95%表面の異物を除去する事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
『まとめ』
SSPC SP-10は素地調整の規格であり、高い除去率で最も広く使われています!
施工方法はブラストで表面に付着した異物を95%以上除去する必要があります。
許容される5%は酸化被膜などによる軽度の影や変色のみとなりますので、ご注意下さい。
厳しい環境下で使われる製品などに適した仕様となります。
施工するにあたり環境状況や汚染状況、その後の塗装など定められた項目も多いので注意が必要です。
表面積の5%以下となる軽度の影や変色はほとんど塗料との密着性に影響がない十分な洗浄度となります。
SSPC SP-10 ニアホワイトメタルブラスト洗浄された表面は塗料とより強く密着し剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではSSPC SP-10はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【よく耳にするもう一つの規格ISOについては下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp


会社情報
| 会社名 |
原田鉄工 株式会社 (はらだてっこう) |
エミダス会員番号 | 98405 |
|---|---|---|---|
| 国 | 日本 | 住所 |
日本 広島県 広島市西区 |
| 電話番号 | ログインをすると表示されます | FAX番号 | 082-293-0286 |
| 資本金 | 4,800 万円 | 年間売上高 | |
| 社員数 | 50人 | 担当者 | 垰 |
| 産業分類 | 重電関係 / 産業用機械 / 輸送機器 | ||
| 主要取引先 |
|
||
