

- 基本情報
- 設 備
- 技術・製品
- 動画
- 沿革・理念・品質規格
- EMIDASBLOG
- 地図・拠点


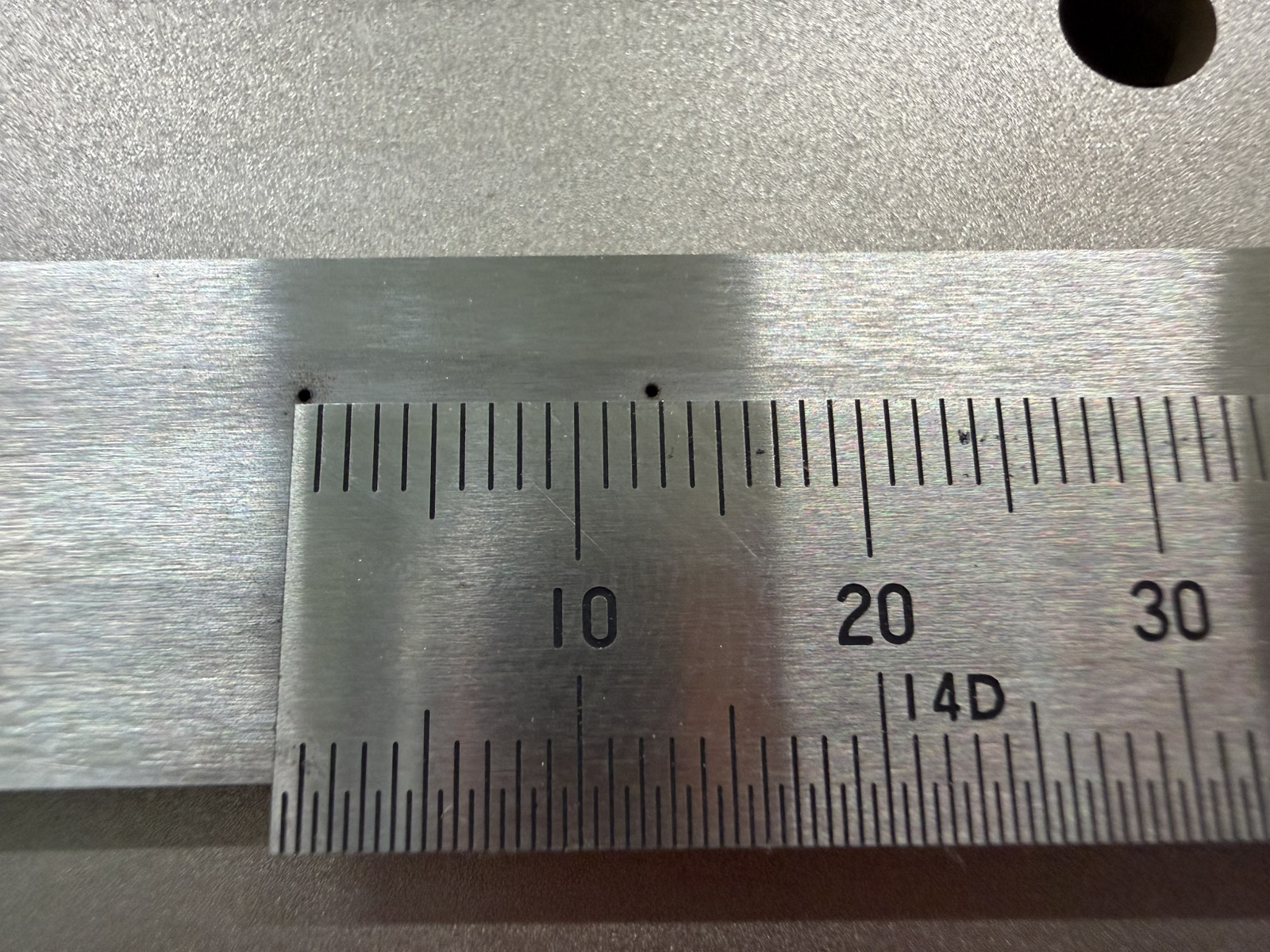
細穴放電加工で実現する焼き入れ材への高精度微細加工
業界
---
仕様
- 素材:鉄
- ロット:1~100個
- 精度:0.1mm~1/100mm
説明
【細穴放電加工で求められる高精度化】
製造業では、金型や精密部品の高機能化に伴い、細穴放電加工への要求が年々高まっています。特に1ミリ以下の微細穴加工では、加工精度だけでなく、焼き入れ材への対応力も重要視されています。通常の切削加工では難しい高硬度材への微細加工も、放電加工技術を活用することで高精度かつ安定した加工が可能になります。
細穴放電加工は、電極と加工物の間に放電を発生させて金属を除去する加工方法です。刃物による切削ではないため、焼き入れ後の高硬度材にも対応できる点が大きな特徴です。特に金型部品や精密機械部品、ノズル、ガイド穴など、微細かつ高精度な穴加工が求められる場面で広く活用されています。
【焼き入れ材にも対応できる細穴放電加工】
焼き入れ材は硬度が高く、一般的なドリル加工では工具摩耗や破損が発生しやすい材料です。そのため、加工品質を安定させるには高度な加工技術が必要になります。
細穴放電加工では、加工対象の硬度に左右されにくいため、SKD材や超硬材などの焼き入れ材にも対応可能です。熱処理後の部品に直接加工できるため、工程短縮にもつながります。さらに、加工時の切削抵抗が少ないため、微細径でも高い真円度と位置精度を維持しやすい特徴があります。
1ミリ以下の穴加工では、わずかな芯ズレや振れが製品品質に大きく影響します。そのため、加工機の精度だけでなく、放電条件や電極管理、加工ノウハウが重要になります。安定した細穴加工を実現するには、設備と経験の両方が求められます。
【1ミリ以下の微細穴加工が必要とされる分野】
近年では、製品の小型化や高性能化により、微細穴加工の需要が増加しています。特に以下のような分野で細穴放電加工が活用されています。
〈金型分野〉
・樹脂金型のガス抜き穴
・冷却水路の微細加工
・精密プレス金型の下穴加工
〈機械部品分野〉
・精密ノズル
・ガイド穴
・微細流路部品
〈医療・電子分野〉
・精密機器部品
・小径パーツ
・高精度部材
これらの加工では、高い寸法精度に加え、加工面品質や安定性も重要になります。特に焼き入れ後の高硬度材では、加工技術の差が品質に直結します。
【細穴放電加工のメリット】
細穴放電加工には、一般的な切削加工にはない多くのメリットがあります。
〈高硬度材への加工が可能〉
焼き入れ済みの金属や超硬材にも対応可能です。熱処理後に加工できるため、変形リスクの低減にもつながります。
〈微細径加工に強い〉
1ミリ以下の小径穴でも高精度加工が可能です。細径電極を活用することで、微細穴を安定して加工できます。
〈複雑形状への対応〉
深穴や高アスペクト比の加工にも対応しやすく、通常のドリル加工では難しい加工形状にも適しています。
〈工具負荷が少ない〉
切削力を伴わないため、加工対象への負荷を抑えながら加工できます。薄肉部品や精密部品にも適しています。
【高品質な細穴加工には設備と技術が重要】
細穴放電加工では、設備性能だけでなく加工条件の最適化も重要になります。特に1ミリ以下の加工では、電極消耗や排出性の管理が加工品質に大きく影響します。
加工速度を優先すると精度が不安定になる場合があり、逆に精度重視では加工時間が長くなることもあります。そのため、製品用途に合わせた加工条件の設定が必要です。
また、微細穴加工では加工液の管理も重要です。放電の安定性を維持するためには、加工環境を適切に整える必要があります。高品質な加工を継続するためには、設備・技術・品質管理を総合的に運用する体制が求められます。
【細穴放電加工による生産性向上】
細穴放電加工は、高精度化だけでなく、生産性向上にも貢献します。焼き入れ後の加工に対応できるため、熱処理前加工と比較して工程削減が可能です。また、難削材への安定加工により、不良率低減や加工品質の安定化にもつながります。
さらに、微細加工技術の高度化により、従来では困難だった設計にも対応しやすくなっています。製品性能向上や小型化を実現するうえで、細穴放電加工は重要な加工技術の一つとなっています。
【幅広いエリアに対応できる体制】
大研工業は宮城県大崎市を拠点に、東北、関東、東海から関西エリアまで幅広く対応しています。秋田県、宮城県、山形県、福島県、岩手県の東北一円に加え、東京都、神奈川県、千葉県、埼玉県、栃木県、茨城県の関東一円、さらに静岡県、愛知県、滋賀県、京都府、大阪府、兵庫県を含むエリアへの発送にも迅速に対応しています。その他地域についても相談可能なため、遠方の案件でも依頼しやすい体制です。
【まとめ】
細穴放電加工は、焼き入れ材への高精度加工や1ミリ以下の微細穴加工に対応できる重要な加工技術です。高硬度材にも対応しやすく、精密部品や金型製造の分野で欠かせない存在となっています。
微細加工では、設備性能だけでなく、加工条件の最適化や技術力が品質を左右します。高精度かつ安定した加工を実現するためには、細穴放電加工に関する豊富な経験とノウハウが重要です。
お問い合わせ先
大研工業株式会社
〒989-6213
宮城県大崎市古川保柳字北田38-1
TEL:0229-26-2333 FAX:0229-26-2335
E-mail: mnfct@pro-daiken.com
URL:https://www.pro-daiken.com/

会社情報
| 会社名 |
大研工業 株式会社 (だいけんこうぎょう) |
エミダス会員番号 | 71473 |
|---|---|---|---|
| 国 | 日本 | 住所 |
日本 宮城県 大崎市 |
| 電話番号 | 0229-26-2333 | FAX番号 | 0229-26-2335 |
| 資本金 | 2,000 万円 | 年間売上高 | |
| 社員数 | 40人 | 担当者 | 今野 崇輝 |
| 産業分類 | 治工具 / 測定機械 / 産業用機械 | ||
