





 川崎クローム工業 株式会社
川崎クローム工業 株式会社

最終更新日: 2024-08-01

PRコメント
**************************************************************************
新社屋に移転しました!
川崎クローム工業は、浅野工場敷地内に、新本社工場を建設。
2017年4月1日より、 浅野工場内にてすべての加工を一貫して行います。
**************************************************************************
川崎クローム工業は創業以来、工業用・硬質クロムめっき一筋の専門企業として、
高度な特殊技術の習得と、数多くの経験と実績を積み重ね、優れた生産設備および、
作業環境のもとで、あらゆる産業分野の小型から大型、多品種・少量部品等にも対処出来る
管理体制を確立させて、日々産業界に貢献している企業です。
アジア最大級のφ4000の大型ロールから小型精密部品まで幅広く対応。
円筒研削、バフ研磨、鏡面仕上げ加工にも多数の実績。
最新の設備と熟練した技術力でお客様のご要望にこたえます。
技術・品質のさらなる研鑽を追い求め、
お客様のニーズにより柔軟に対応できる体制で、日夜前進しています。

1.形状 Φ1050×1755
2.材質 FC300(ねずみ鋳鉄)
この材料で硬質クロムめっき時に注意することとして
母材表面には多数のピンホールが有り、クロムめっき
後にピンホールとして残る場合が多々あるので前処理
に注意が必要です。
3.めっき厚 70μm
4.表面粗さ 0.6S
5.工程 バフ研磨→工業用クロムめっき→バフ研磨(鏡面仕上げ)
6.機能性 耐摩耗性
7.用途 製紙工場で紙をつくる生産ラインで使われます。
8.ポイント 今回はお客様のご要望により、少しのピンホール
も無い事を要求されています。
このロールは、それを修正しながらの作業となり
ました。
それは、クロムめっき後に発生したピンホールを
部分めっきにて補修し、バフ仕上をしています。
仕上げ後は、補修箇所が分からなくなるくらいの
表面に仕上がっています。
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7

フラップレールの硬質クロムめっき
航空機の揚力を増加させるフラップを主翼から展開させるためのガイドレールにハードクロムめっきを施工し、展開時の摺動性及び耐摩耗性を付与する
1.品名 フラップレール
2.材質 クロム・モリブデン鋼(SCM440H)
3.形状 1250~890x80~70
4.質量 8~10㎏
5.ロッド数 12本
6.めっき厚 0.030~0.060㎜
7.寸法精度 5/100㎜
8.表面粗さ 0.8S
9.工程 バフ研磨⇒硬質クロムめっき⇒バフ研磨
10.機能性 摺動性・耐摩耗性
11.ポイント 硬質クロムめっきして摺動性・耐摩耗性を付与された
フラップレールは、フラップの展開をスムーズに行えます
なお、フラップレールの硬質クロムめっき工程では、めっき前
後に必ず応力除去(ベーキング処理)と、磁気探傷検査を実
施しており、再生品でも新造品と同等の機能と性能が求めら
れています
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7

1.品名 ドラムドライヤー
2.材質 タングステン溶射(表面処理) 母材SS400
3.形状 Φ1500×3000×4390
4.ロッド数 1本
5.精度 鏡面仕上げ(研削の送りマークを消すのが目的で有り0.2~
0.3Sの仕上げとなっています)
6.工程 円筒鏡面研削(超仕上げ)
このロールは、お客様で溶射し研削加工したものを、弊社にて
バーチカル研磨で指定粗さに仕上げる作業です。
7.機能性 耐摩耗性・型離れ性(離型性)
原料をロール表面に薄膜状に付着させ、蒸発乾燥させるた
型離れ性(離型性)が求められます。
8.用途 このロールは、ロール内部に蒸気を投入し、加熱された表面で
液状の原料を乾燥させるためのロールです。
9.ポイント お客様で溶射し研削加工したものを、弊社にてバーチカル
研磨で指定粗さに仕上げる作業です。
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7

硬質クロムめっき施工時にはクロムミストが発生するので、必ずクロムミスト回収処理装置(局所排気装置)が必要とされています
クロムめっきの専門企業として、製品の品質に対する責任だけではなく、地球環境の保全に対する責任も果たすため、最新の環境対策を講じており、公害防止関連設備の充実や、従業員一人一人に対する教育を徹底させて、地球環境の保全に対処しています
貴重な地球環境を守っていく責務を果たし、クリーンな日本の国土及び従業員の健康を守るため、公害防止法を遵守し、日々硬質クロムめっきミスト回収処理装置(局所排気装置)の保守・管理を実践しています
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7

水質汚濁防止法が改正され、その対応に硬質クロムめっき大型槽、硬質クロム槽用ピット及び床面の改修を行っております。
形状 硬質クロムめっき槽 5100×3300×1800
硬質クロム槽用ピット 4500×4000×2500
工程 硬質クロム槽用ピット内・清掃及びFRPライニング→硬質クロムめっ
き槽内・清掃及びFRPライニング→硬質クロムめっき槽周辺作業場
床面のFRPライニング
FRPイラニングとは、サンディング及びモルタル修正等の下地処理
した硬質クロムめっき槽等に、グラスウール上に塗布した耐クロム酸
ポイント 水質汚濁防止法が改正され、地下水汚染未然防止のため大掛
かりな環境改善・改修を行っており、FRPイラニングすることによ
り有害物質(クロム酸)である硬質クロムめっき液及び洗浄水の
地下浸透を防ぎ、地下水の汚染を未然に防止して日本の環境を
守る努力を続けています
この写真はFRPイラニングされた硬質クロム槽用ピットに硬質ク
ロムめっき槽が収まっている状態で、周辺作業場もFRPイラニン
グされています
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7
高硬度のめっき皮膜特性を持つことで知られている、硬質クロムめっき
JIS規格では750HV以上ですが、めっき条件によっては1200HV程度にもなり、熱処理や窒化処理をされた鋼材よりも遙かに高硬度である
当社の通常処理される硬質クロムめっきの硬度は、900~950HV相当であります。
また、お客様のご要望によっては、めっき条件の設定を変え、硬度の低い硬質クロムめっきにも対応しております
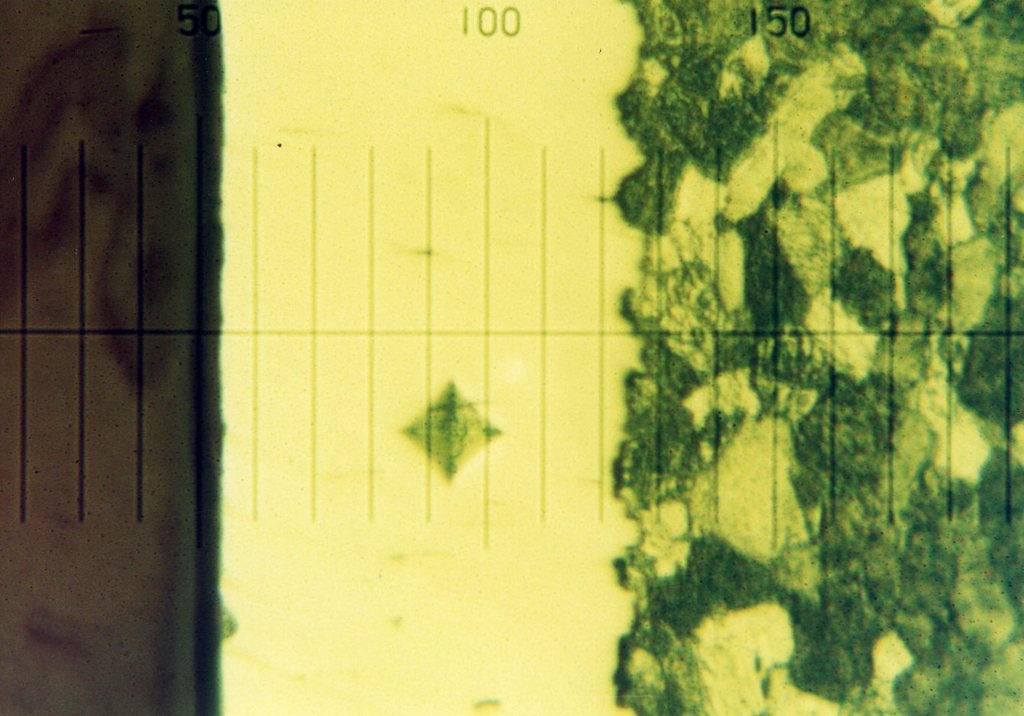
硬質クロムめっきの硬度測定は、ビッカース硬度計の正四角測錐ダイヤモンドで作られたピラミッド形をした圧子による押し込み硬さ測定で、真の硬さを知るためには小試験片の表面もしくは破壊試験による埋め込み樹脂・破断面試料等から得ているのが一般的である
写真は埋め込み樹脂による破断面試料の正四角測錐ダイヤモンド押し込み痕で、硬質クロムめっき層の厚みは、くぼみの対角線長さの1.5倍以上なければならず、硬さの表示は2英大文字HVに続けて、試験荷重に比例した記号(JIS対応表参照)を用いている
例) 試験荷重 1.961N ⇒ HV0.2
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7

T-ダイ(金型)は、硬質クロムめっき後に鏡面仕上げされ、
プラスチックフイルムや光学フイルム等の製造装置に使用されている
1.品名 T-ダイ(金型)
2.めっき厚 0.05~0.08㎜
3.精度 5/1000㎜
4.工程 バフ(砥石)研磨⇒めっき加工⇒バフ(砥石)研磨
5.機能性 耐摩耗性・平滑及び鏡面に仕上げられたダイリップ
6.ポイント 硬質クロムめっき加工されたT-ダイは、耐摩耗性・型離れ性(離
型性)の付与とともに、均一なめっき厚みと、ダイリップの平滑及び
鏡面仕上げの出来ばいが重視されいる
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7

硬質クロムめっき後に鏡面仕上げされたカレンダーロールは、光学フイルム、プラスティックフイルム等の圧延装置に使用されている
1.品名 カレンダーロール
2.材質 鍛鋼、チルド鋼
3.形状 Φ860x3620
4.質量 18トン
5.ロッド数 4本
6.めっき厚 0.08~0.1㎜
7.寸法精度 5/1000㎜
8.表面粗さ 0.1S
9.工程 グラインダー研削⇒めっき加工⇒グラインダー研削⇒バーチカル
鏡面仕上げ
10.機能性 耐摩耗性・鏡面及び平滑に仕上げられたロール面を製品に転写
させる
11.用途 フイルム製造装置(光学フイルム、プラスティックフイルム等)の圧
延装置に使用されるロール
12.ポイント 硬質クロムめっき加工された世界最大級のフイルム製造装置(光
学フイルム、プラスティックフイルム等)のカレンダー圧延装置
お気軽にお問い合わせください!
☆工業用クロムめっきのエキスパート☆
★★Φ3950の大型ロールから、1㎜のピンまで幅広く対応★★
~円筒研削加工、鏡面仕上げ加工、バフ研磨仕上げ等、確かな技術と実績~
お問合せ先
川崎クローム工業株式会社
担当:営業部
TEL:044-344-6001
FAX:044-366-7386
HP:http://www.kawasaki-chrome.co.jp
住所:神奈川県川崎市川崎区浅野町3-7

硬質クロム(ラック)( 表面処理 / メッキ・化成処理 ) |
| 会社名 |
川崎クローム工業 株式会社 (かわさきくろーむこうぎょう) |
自社ホームページURL | http://kawasaki-chrome.co.jp/ |
|---|---|---|---|
| 住所 |
日本 神奈川県 川崎市川崎区
[地図を見る] |
担当者 | 営業部 |
| 電話番号 | 044-344-6001 | FAX番号 | 044-366-7386 |
| 資本金 | 1,000 万円 | 社員数 | 50人 |
| 年間売上高 | 未登録 | エミダス会員番号 | 68629 |
| 産業分類 | 重電関係 / 産業用機械 | ||
| 主要三品目 |
|
||
| 主要取引先 |
|
||
| 大分類 | 中分類 | 小分類 |
|---|---|---|
| 試作開発・少量生産 | 機械加工 | 機械加工/小ロット(1個から)対応 鉄 ステンレス 超硬素材 アルミ合金 銅合金 ニッケル合金 鋳物 微細品対応 ホーニング加工 |
| 試作開発・少量生産 | 研削加工 | 平面研削加工 円筒研削加工 円筒鏡面加工 内面研削加工 センターレス研削加工 |
| 表面処理 | メッキ・化成処理 | 硬質クロム(ラック) クロム(ラック) ベーキング処理(水素脆性処理) アルミ 銅 鉄 真鍮 ステンレス |
| 表面処理 | 研磨 | バフ研磨 鏡面研磨 |
| 表面処理 | その他表面処理 | バフ研磨 ショットブラスト サンドブラスト ウォーターブラスト |
![]()


