





 株式会社 リバン・イシカワ
株式会社 リバン・イシカワ

最終更新日: 2025-11-01

金型の部品加工ならリバン・イシカワにお任せ!
モールド金型やプレス金型、その他精密部品加工も行っております。
材料取りから加工・品質保養・表面処理まで一貫対応いたしますので、お気軽にお問い合わせください。
PRコメント
金型の部品加工ならリバン・イシカワにお任せ!
モールド金型やプレス金型、その他精密部品加工も行っております!
▼事業内容
金型部品製作(ダイカスト用金型・プラスチック樹脂用金型・プレス用金型等)
各種精密部品製作
治工具製作
試作品製作
▼製作部品
入れ子/コア・スライドコア・スライドレール・プレート・エジェクタピン・ロケートリング
▼業界
自動車(エンジン回り・駆動回り・足回り)・バイク(足回り)・省力機器/ロボット・OA機器・宇宙航空
▼対応数量
試作・単品・小ロット
柔軟に対応いたします。
▼対応サイズ
□50~□500mm程度
▼対応材質
【熱間金型用鋼】
★合金工具鋼 SKD61相当
日立金属:DAC, DAC-10, DAC-55, DAC-S, DAC-i, DAC-MAGIC
大同特殊鋼:DHA1, DH31-S, DH31-EX, DHA-WORLD
ウッデホルム:ORVAR-S, DIEVAR
【プラスチック金型用鋼】
★プリハードン鋼
SCM系:HPM7(日立金属), PX5(大同特殊鋼)
SKD61:DH2F(大同特殊鋼)
SUS系:STAVAX(ウッデホルム)
★時効処理鋼
マルエージング鋼:MAS1C(大同特殊鋼)
【その他】
機械構造用炭素鋼:S50C, S53C
高速度工具鋼:YXR3, YXR33, YXR7
アルミ合金:A2017, KN500(A5083相当), A7050
ステンレス鋼:SUS304
ベリリウム銅 他
▼精度
±0.01mm
▼設備
マシニングセンタ・平面研削機・ワイヤーカット加工機・型彫り放電加工機・三次元測定機
その他様々な設備がございます。
▼実績
★加工開始までのリードタイムが短く受注から2週間以内の納品実績あり!
★自動車のミッションケースやバルブボディ用の金型部品を多数製作!
★省力機器・OA機器用の精密金型部品の加工にも対応!
▼特徴
★図面1枚送れば完成品が届く体制!
簡略化された図面や詳細が書かれていない3Dモデルは直して対応いたします。
★材料調達から加工・品質保証・表面処理までを一貫対応いたします!
協力会社にて熱処理や表面処理(研磨・ブラスト処理・窒化処理)・旋盤加工等の対応可能です。
★弊社で作成していない部品の改造加工や追加工にも柔軟に対応いたします!
溶接した箇所に放電加工してほしいといった要望にもお応えしています。
★三次元測定の受託サービスも行っています!
金型部品・モールド部品の寸法評価に対応いたします。
▼品質保証への取り組み
三次元測定のデータ提出ではエクセル・紙など様々な計測報告書に対応いたします。
複数個測定の場合、工程能力値の算出もいたします。
恒温検査室完備
工場内空調完備
▼こんなお悩みありませんか?
精密部品の調達先を探している
難削材の加工で困っている
加工についてVA/VE提案してほしい
部品の改造加工・追加工先を探している
短納期で対応してほしい
三次元測定機の設備がなくて困っている
↓↓
そのお悩み事、全てリバン・イシカワにお任せください!
▼お問い合わせ先
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/
▼弊社の日常を投稿しています
インスタグラム:https://www.instagram.com/riban_ishikawa/
facebook:https://www.facebook.com/zhuribanishikawa/
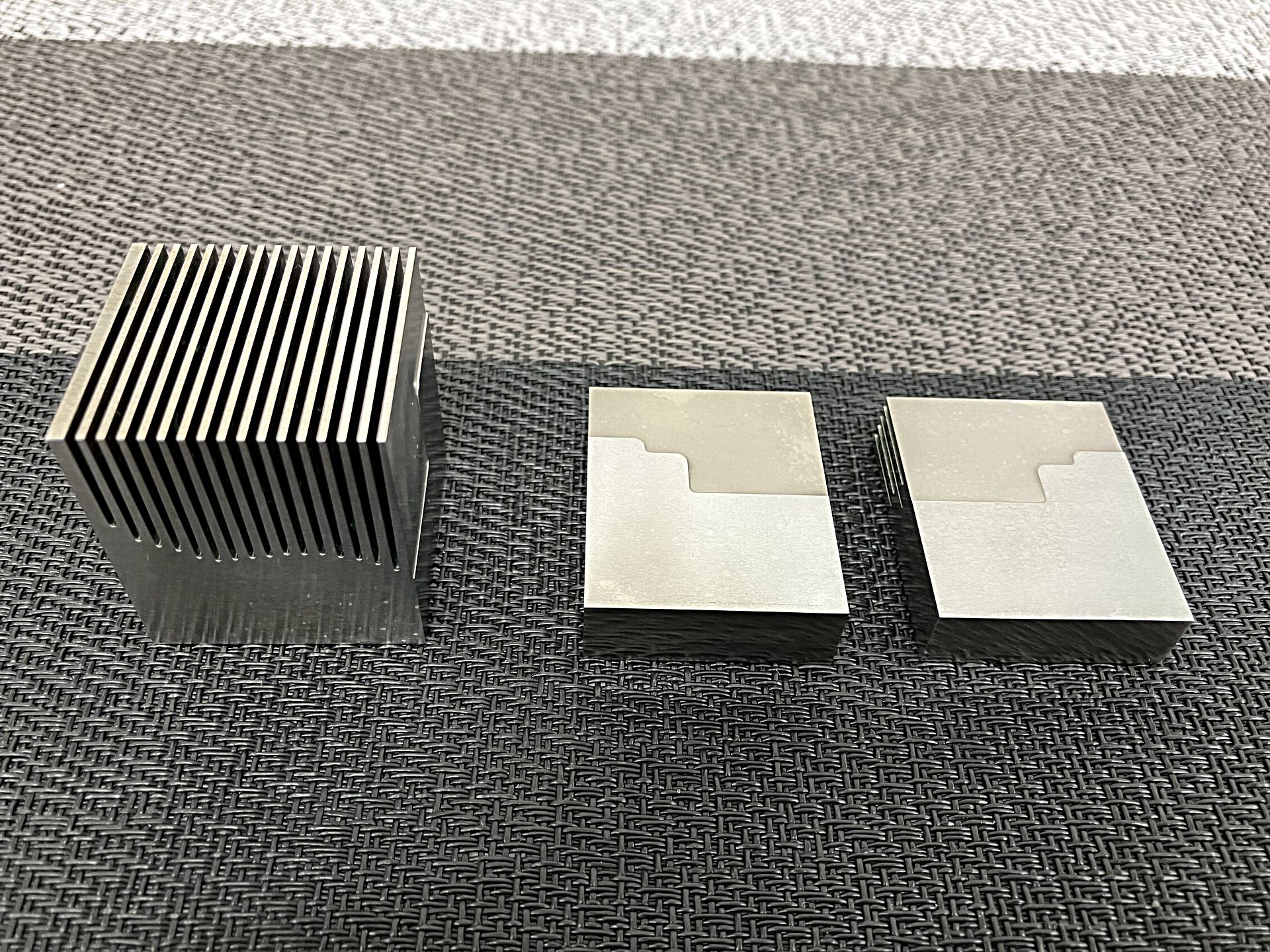
【放電加工】磨けないところも滑らかな面に加工(Rz4㎛)/深溝・突起形状
🟨深溝を磨きなしで加工
ヒートシンク用金型部品の製作依頼がありました。
画像は製作した部品と部品を縦に輪切りにしたものを載せています。
リブ幅は1.23mm。
ある程度の面粗度が必要ですが加工後の磨きは困難な形状です。
この難問に立ち向かうマシンは三菱電機のSV12PM。
高精度加工が得意な型彫り放電加工機です。
深溝加工は、電極のアクセスが難しく溝に加工カスの滞留も起こりやすくて難しいのですが、加工条件を工夫することで滑らかな表面粗さ(Rz4㎛)で仕上げることが出来ました。
同時にグラファイト電極を使用することで加工コストも抑えています。
😲電極の加工も難しかった!
▼電極の詳細はこちら
https://www.nc-net.or.jp/company/47883/product/detail/195214
リバン・イシカワでは、磨き加工が困難で且つ高い表面品質が求められる部品についても熟練のオペレーターが技術の限りを尽くして対応しています。
部品加工でお困りの際には、是非一度ご相談ください。
▼製品詳細
部品名:ヒートシンク用金型21枚リブ
業界:自動車のエンジン回り
材質:DH31(大同特殊鋼)-SKD61
硬度:HRC48-50
サイズ:32×34×39mm
加工深さ:最大24.08mm
加工時間:124時間16分
精度:±0.02mm
▼SV12PMの詳細はこちら
https://www.nc-net.or.jp/company/47883/product/detail/120907/
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/

インターモールド2025の展示品のうちの一つのシャドーボックスアートです。
シャドーボックスアートは同じ絵柄の紙を切り抜いて重ねて立体的に仕上げるアートとされています。
今回リバンで作成したアートは、同じ絵柄は重ねてはいませんが、板に厚みがあるため重ねると立体的な絵に仕上がるのです。
普段は町工場で金型部品を作っているリバン・イシカワ。
過去展示会出展時には、社名のせいで何県の会社か分からないと言われることが多々ありました。
そこで今回、満を持してリバンの地元富山県をモチーフにした作品を作りました。
枠の中を覗けばそこはミニ富山!
この奥行きや精密さは現地でしか味わえません。
是非会場までお越しください!
PDFチラシ:
https://ja.nc-net.or.jp/up/library/47883/105816/2f17aa6369828d8dad805bb223f6fa94.pdf
▼製品詳細
製品名:シャドーボックスアート
材質:S50C
サイズ:215×200×8mm
硬度:HRC48±1
枚数:5枚
加工時間:約150時間
加工機:
ワイヤー放電加工機 MV2400R(三菱電機)
研削加工機 GS-65PF II(黒田精工)
▼シャドーボックスアートの図柄
1枚目 枠
2枚目 チューリップ(砺波市の名産)
3枚目 北陸新幹線
4枚目 五箇山合掌造りとなんとくん(南砺市のキャラクター)
5枚目 立山連峰
▼設計の経緯
図柄は生成AIで大まかなデザインを決め、画像データ(dxf)に出力しモデリングしました。
▼加工工程
1.細穴・マシニングによる下穴加工
2.熱処理
3.ワイヤー放電加工
4.研削加工
5.手による磨き加工
▼加工の見どころ
ワイヤーカットと研削の高精度加工を組み合わせています。
また、チューリップや合掌造り等の微細なくり抜きには、切り落とすのではなく溶かす方法(コアレス加工)を採用しました。
これにより切り落としたものを取る必要がなくなるため、夜間の無人運転で効率的に加工しました。
▼撮影協力
今回、広報のためにリバンと同じ南砺市内のカフェbom様で撮影協力をしていただきました。
撮影した画像はこの記事に添付しているPDFチラシだけでなくHPにも使用させていただいています。
bomインスタ:https://www.instagram.com/bom.nanto/
◆PR
リバン・イシカワは金型部品だけではなく、試作からの高精度部品も加工しています。高速5軸制御マシニングセンタなどの高性能な加工機を取り揃え、高速・精密・多軸の加工技術にいち早く取り組んでまいりました。マシニングセンタ・ワイヤーカット・放電加工機・三次元測定器で高品質な部品をご提供しています。
【立体感が魅力】富山愛溢れる町工場が作ったシャドーボックスアート!
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/

リバンで久しぶりのギア新作【ヘリカルギア】。
以前までのまっすぐな歯筋のギアとは違い、今回は歯筋が斜めになっているギアを作った。
ギアのねじれに工具を沿わせる加工法だったからこそ実現したこの形状。
ある程度形が決まってからの仕上げ加工では、加工段差をなくすためにR0.3mmの工具1本だけで加工した。
使用したマシンは精密加工で知られる安田工業のマシンVi40。
加工法と高精度マシンを組み合わせる事で加工精度±0.01mmを達成した。
インターモード2025で出展しているので、形状の滑らかさを是非会場でご覧頂きたい。
◆製品詳細
製品名:ヘリカルギア
材質:タフピッチ銅
サイズ:20×20×30mm(ギア部)
最小工具径:R0.3mm
加工時間:約13時間
加工精度:±0.01mm
加工機:安田工業 Vi40
◆PR
リバン・イシカワは金型部品だけではなく、試作からの高精度部品も加工しています。高速5軸制御マシニングセンタなどの高性能な加工機を取り揃え、高速・精密・多軸の加工技術にいち早く取り組んでまいりました。マシニングセンタ・ワイヤーカット・放電加工機・三次元測定器で高品質な部品をご提供しています。
【ヘリカルギアが出来るまで】5軸で加工精度±0.01mmを出す秘訣とは
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/
【射出成形金型の部品加工/STAVAX(ウッデホルム)-スターバックス材-マルテンサイト系ステンレス鋼/難削材】
◆製品詳細
製品名:射出成型金型部品
材質:STAVAX(ウッデホルム)
硬度:HRC52
サイズ:129×118×68mm
ロット:1~5個
精度:形状部 ±0.01mm(社内公差)
加工機:
3軸マシニングセンタ・研削加工機・横型マシニングセンタ・5軸マシニングセンタ・型彫り放電加工機
◆PR
プラ型の部品を作成しました。
材質はウッデホルム社のスターバックス材を使用しています。
形状部は±0.01と厳しい社内公差を設けて加工しました。
◆スターバックス材とは
クロム合金ステンレス工具鋼とも呼ばれ、耐食性や耐摩耗性に優れた特徴があります。
一方で、加工のしずらい難削材としても知られています。
リバン・イシカワは金型部品だけではなく、試作からの高精度部品も加工しています。高速5軸制御マシニングセンタなどの高性能な加工機を取り揃え、高速・精密・多軸の加工技術にいち早く取り組んでまいりました。マシニングセンタ・ワイヤーカット・放電加工機・三次元測定器で高品質な部品をご提供しています。
主な業種:ダイカスト金型の部品加工・プラスチック金型の部品加工・プレス金型の部品加工など
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/
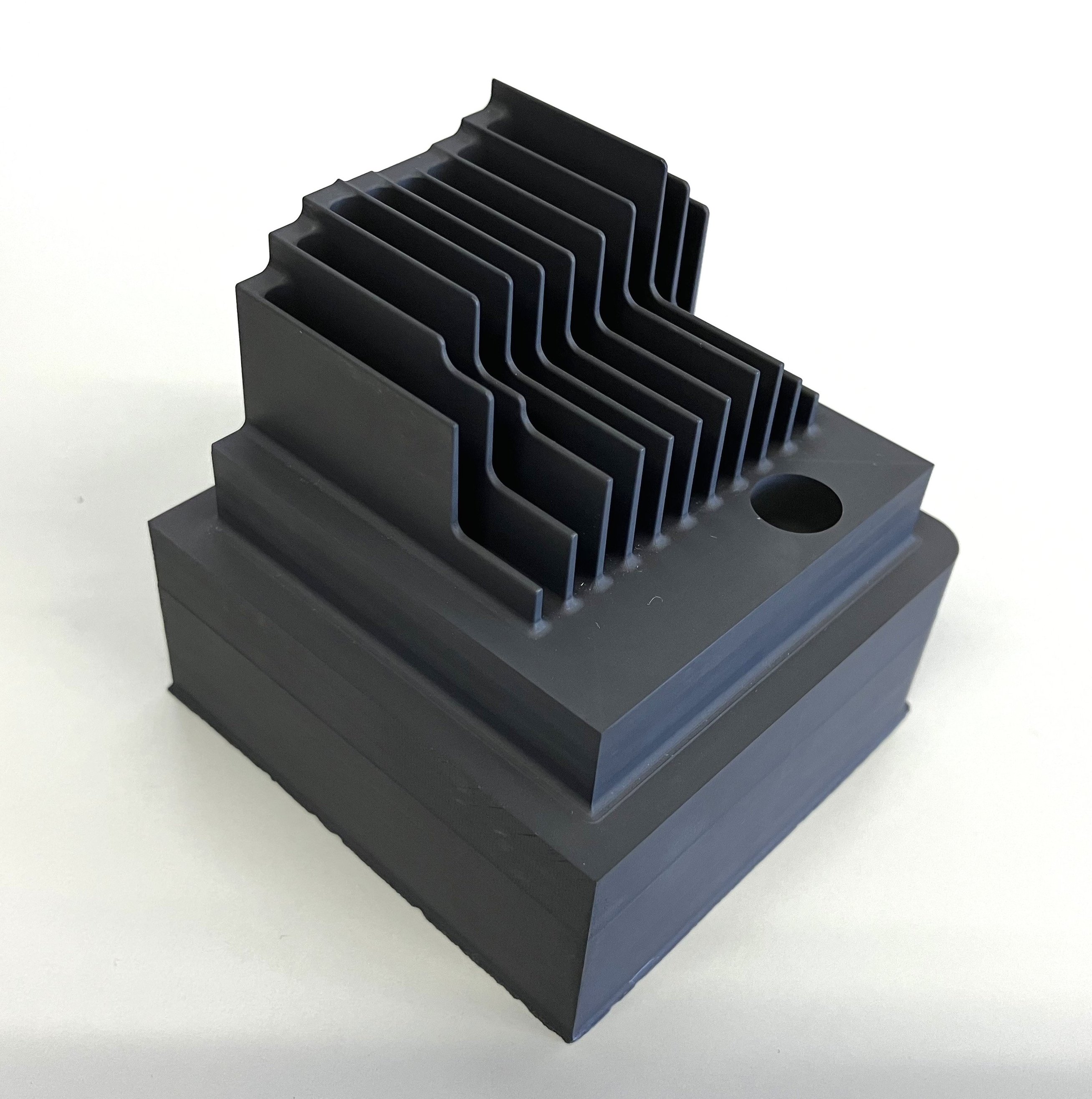
ヒートシンク金型の放電用電極を作成しました。
薄リブ形状のため、強度も精度も確保しづらいのですがそこを工夫で乗り切りましたので共有したいです。
🟦リブの強度確保
リブの端をつなげた設計にしました。
コスト削減のため電極素材にグラファイトを使用したのですが、素材自体の脆さゆえに放電加工中にリブが折れる恐れがありました。
そこでリブ形状の端をつなげた形状にすることでリブの強度確保を図りました。
🟦リブの精度確保
1回ごとの取り代を工夫してリブがたわまないようにしました。
リブ幅がおよそ0.4mmと薄いため、普通に加工しただけではリブがたわんで±0.02mmの公差内に入れるのが困難でした。
そこで、荒・中・仕上げ加工1回ごとの取り代を見直して公差内に入る最適な条件を見つけ出しました。
▼この電極によって完成した製品がこちらです。
https://www.nc-net.or.jp/company/47883/product/detail/178638/
リバン・イシカワでは、このような加工にも対応していますので加工にお困りの際は是非一度ご相談ください。
▼電極詳細
電極材質:グラファイト(TTK9)
クリアランス:0.15mm(実質0.13),0.1mm
サイズ:60×60×60mm
リブ幅:0.39mm(荒電極),0.4-0.49mm(仕上げ電極)
加工時間:10時間30分/個
精度:±0.02mm
加工機:マキノフライス V56i GRAPHITE
【薄リブ形状のグラファイト電極の製作事例/Gr(TTK9) /ヒートシンク金型部品の電極】
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/

製造業でよく耳にする『100分の一ミリ』や『10ミクロン』など単位の言い方について解説していきます。
◆用語
・コンマ1ミリ…0.1mm
・100(百)分の1ミリ/10ミクロン…0.01mm
・1000(千)分の1ミリ/1ミクロン…0.001mm
・10000(万)分の1ミリ/コンマ1ミクロン/0.1ミクロン…0.0001mm
〇分の一ミリは1mmを100・1000・10000で割った時の何ミリかという考え方です。
それに対して〇ミクロンは1マイクロメートルが0.001mmなのを前提として、0.01mmは10ミクロン、0.001mmは1ミクロンと当てはめて使っています。
(製造業ではマイクロメートルよりもミクロンの方が使用されます。)
▼mmと㎛の関係は以下の通りです
0.1mm = 100㎛
0.01mm = 10㎛
0.001mm = 1㎛
0.0001mm = 0.1㎛
◆業界
製造業界/金型業界
▼百分台(0.01mm)公差の加工事例はこちら
・【ワイヤー加工】鋳造金型部品/DH31-S(大同特殊鋼)-SKD61/公差0.01mm
https://www.nc-net.or.jp/company/47883/product/detail/183618/
▼千分台(0.001mm)公差の加工事例はこちら
・【掲載史上最恐!鬼ムズ公差】公差0-0.005mmの金型部品製作の裏側
https://www.nc-net.or.jp/company/47883/product/detail/192243/
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/
棘が刺さった時の対処法についてご紹介します。
最初にですが、棘はもし抜けなくても体内に入っていくことはなくそのうち垢となってはがれていきますのでご安心ください。
◆棘を抜く方法【製造業】
🟥ピンセットで抜く
ピンセットで抜けそうな棘はピンセットで抜きます。
🟥顕微鏡で患部を見ながら針で抜く
ピンセットでつまめないような細い棘は顕微鏡で見ながら針で抜いていきます。
まず、針を棘に沿わせて左右に棘を動かします。
痛いですがそれは中で棘が動いている証拠。
続けましょう🙂
動かしているうちにだんだん棘が上ってきて運が良ければ抜けます。
🟥棘抜きの上手い人に抜いてもらう
棘抜きも顕微鏡も初心者の人は迷わず棘抜きの上手い人に抜いてもらいましょう。
棘抜きはやればやるほど皮膚の薄皮がめくれて棘を見失います。
棘がはっきり確認できるうちに抜いてもらうのがベストです。
そして、棘は刺さったらすぐに抜くことをオススメします。
刺さったまま放置していると周辺の皮膚が固くなってますます抜けにくくなるからです。
しかし、棘がちょうど薄皮下に水平に入り痛みがないときは放置で大丈夫です。
数週間後に皮と一緒に棘も抜け落ちます(体験談)
また、足の裏は皮膚が固くて抜きにくいので細い棘だとあきらめることが多いです(体験談)
製造業では棘がつきものなので年中指に棘が刺さったままになっていることも多々ありますが、それでも健康には問題ないので大丈夫です🙂
しかし目に刺さった場合や化膿してきた場合はすぐに病院に行ってください。
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/

【掲載史上最恐!鬼ムズ公差】公差0-0.005mmの部品製作の裏側/YXR33(日立金属)-マトリックスハイス
◆製品詳細
部品名:固定入駒
業界:省力機器
材質:YXR33(日立金属)-マトリックスハイス
サイズ:66×69×85mm
ロット:2個
納期:4週間
精度:
はめ部 0-0.005mm(社内公差)
製品部 ±0.005mm(社内公差)
加工分類:切削加工・研削加工・放電加工・磨き加工
加工機:
3軸マシニングセンタ(V33i:マキノフライス)
ワイヤー放電加工機(MV2400R:三菱電機)
型彫り放電加工機(SV12PM:三菱電機)
◆PR
省力機器の金型部品を製作しました。
金型部品を製作する際に、弊社では型彫り放電加工機を用いて
放電加工をする場合があります。
型彫り放電加工では電極の加工目がそのまま製品に転写されるため、
精度の厳しい製品では電極の出来栄えが製品の精度にも影響します。
そのため、電極の製作にもこだわりがあります。
電極の品質には目を光らせ、厳しい基準を通過したもののみ
加工に利用させていただいています。
機密保持のため、製品のお写真をお見せできずに心苦しいですが、
弊社ではこのように厳しい公差の金型部品にもお応えしています。
リバン・イシカワは金型部品だけではなく、試作からの高精度部品も加工しています。高速5軸制御マシニングセンタなどの高性能な加工機を取り揃え、高速・精密・多軸の加工技術にいち早く取り組んでまいりました。マシニングセンタ・ワイヤーカット・放電加工機・三次元測定器で高品質な部品をご提供しています。
主な業種:ダイカスト金型の部品加工・プラスチック金型の部品加工・プレス金型の部品加工など
◆企業情報
株式会社 リバン・イシカワ
〒939-1846
富山県南砺市国広62番地
TEL:0763-62-1783
FAX:0763-62-2502
ホームページ:https://www.riban.co.jp/

ダイカスト型部品加工( 金型製作 / 鋳造金型 ) |
| 会社名 |
株式会社 リバン・イシカワ (りばんいしかわ) |
自社ホームページURL | https://www.riban.co.jp/ |
|---|---|---|---|
| 住所 |
日本 富山県 南砺市
[地図を見る] |
担当者 | 石川 幹人 |
| 電話番号 | 0763-62-1783 | FAX番号 | 0763-62-2502 |
| 資本金 | 5,000 万円 | 社員数 | 33人 |
| 年間売上高 | 未登録 | エミダス会員番号 | 47883 |
| 産業分類 | OA機器 / 輸送機器 | ||
| 主要三品目 |
|
||
| 主要取引先 |
|
||
| 大分類 | 中分類 | 小分類 |
|---|---|---|
| 設計 | 金型設計 | 射出成形金型 一般金属プレス金型 3Dモデリング(プラスチック) NCデータ作成(プレス) NCデータ作成(プラスチック) |
| 設計 | 治工具設計 | 一般治具設計 量産用治具設計 |
| 設計 | シミュレーション | 切削 |
| 設計 | データ作成(3Dスキャン) | データ作成(3Dスキャン) |
| 試作開発・少量生産 | 機械加工 | 汎用フライス加工 機械加工/小ロット(1個から)対応 鉄 ステンレス アルミ合金 銅合金 同時五軸加工 |
| 試作開発・少量生産 | NC機械加工 | マシニング加工(縦形) NCフライス加工 五面/五軸加工 マシニング加工(横形) 2.5次元対応 3次元対応 |
| 試作開発・少量生産 | 放電加工 | ワイヤー加工 放電加工 |
| 試作開発・少量生産 | 研削加工 | NC平面研削加工 平面研削加工 治具研削加工 磁気研磨 両面研削加工 |
| 試作開発・少量生産 | 治具製造 | 治工具製造 |
| 金型製作 | プレス金型 | 部品加工 プレート加工 NCデータ作成 3Dモデリング |
| 金型製作 | プラ金型 | 設計 製作 部品加工 プレート加工 モールドベース加工 NCデータ作成 3Dモデリング 射出成形型 インサート成形型 60t未満 60t~300t 電極製造 キャビコア加工 |
| 金型製作 | 鍛造金型 | 鍛造型部品加工 NCデータ作成 熱間鍛造型 冷間鍛造型 プレス鍛造型 |
| 金型製作 | 鋳造金型 | ダイカスト型部品加工 NCデータ作成 3Dモデリング ダイカスト型 砂型鋳造型 |
![]()


