





 株式会社 樋口製作所
株式会社 樋口製作所

最終更新日: 2023-11-15
PRコメント
株式会社 樋口製作所は、岐阜県各務原市の航空自衛隊の近隣に位置する金属団地を所在地とする金属プレス加工(深絞り、成形)を主とする会社です。OEM生産がほぼ100%の会社です。
【加工】
製品を加工するための金型(順送、トランスファー、単発型)や、溶接治具、また生産設備を自社で一括生産できることが強みです。
また20t~600tまでの各種プレス機、コンデンサ溶接機をはじめ、2009年に導入したカチオン塗装設備により、アッセンブリーまでの一貫生産を行うことが可能です。
【主要製品】
780~980 Mpa 以上の「超々高張力鋼板(SPFH材)」の深絞り加工や成型加工が主要製品となっています。板厚は0.8~3.2mmの鋼板が主流。上記の材料でも外径Φ60 絞り深さ50mmの深絞り製品を制作が可能です。
上記以外にもSAPH440、SPFH590、また一般的なSPHC,SPHD、ステンレスやアルミに至るまで、あらゆる素材を金属プレス加工いたします。
金属工業団地(正式名称:岐阜金属工業団地協同組合)は、1961年に国の中小企業工業集団化事業の第一号に指定され、2011年に設立50年を迎えています。弊社をはじめ、組合に加盟する会社が一丸となって、来る51年目にさらなる躍進を果たすために努力を続けています。

非鉄金属でのプレス加工もお任せ下さい。
「深絞り加工」技術を得意とする弊社では非鉄金属での加工も承っています。
写真はさらにバルジ加工を施し、側壁部にうねりをつけることで、ピストン形状製品を成形しています。
●加工実績の例
材質:
A1100P (アルミニウム) t1.0
BSRZ-1/4H(真鍮) t0.8

トランスファプレスでは、搬送用フィーダー等により、金型内次ステージへの製品送りを行うのが一般的です。
しかし、当社ではフィーダーによる非加工時に外力が加わるための変形や、加工時の応力を考慮しつつ、小径アルミパイプに対しての高精度なプレス加工を施します。
材料:
A5052TD材 外径φ23mm / 内径19mm / 長さ48mm
金属プレス「深絞り加工」技術は、弊社が最も得意とする加工方法です。
油圧プレス、及び汎用クランクプレスを用いて生産を行います。
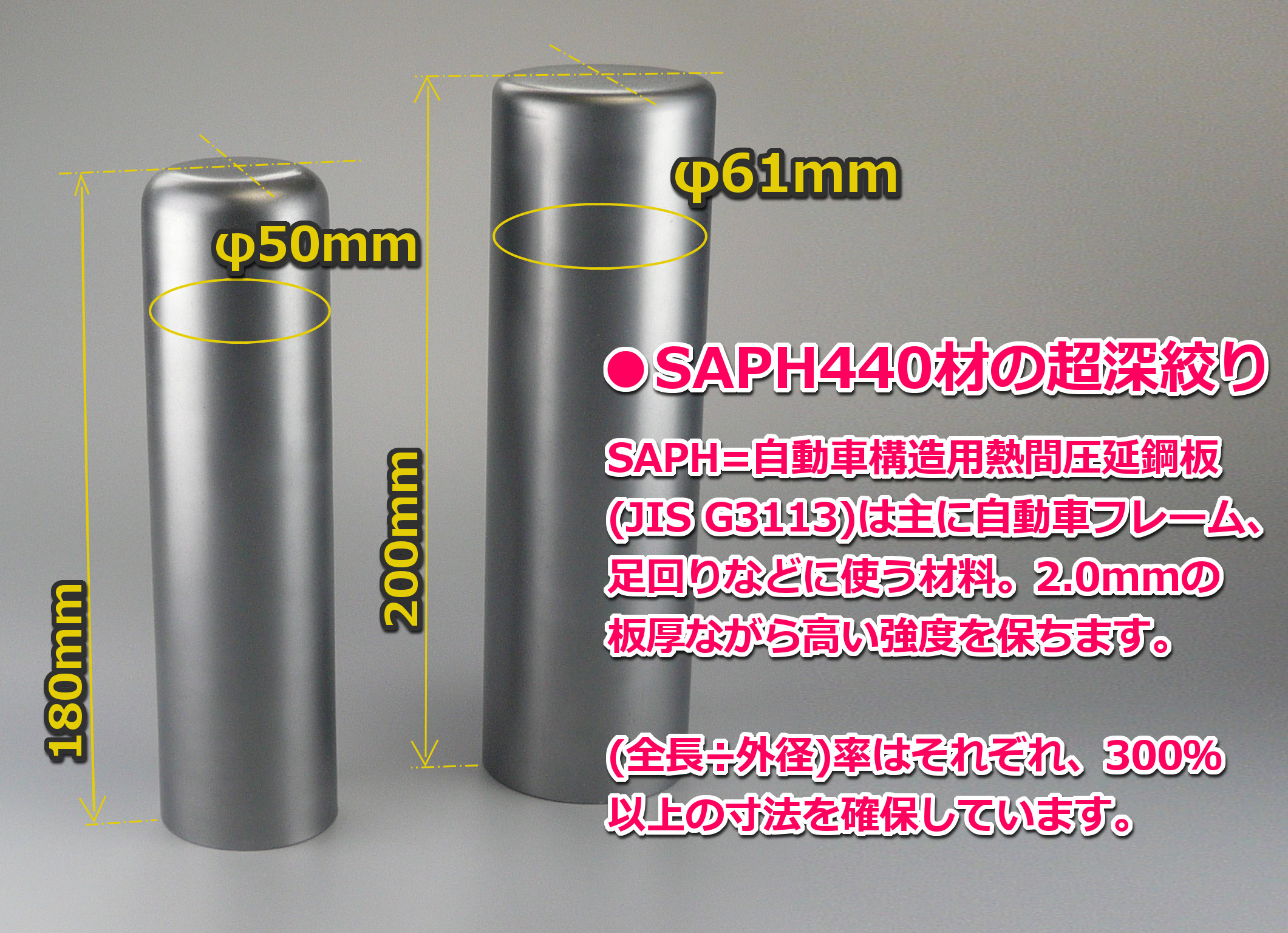
SAPH=自動車構造用熱間圧延鋼板(JIS G3113)は本来自動車フレーム、足回りなどに使う材料です。写真の製品は2.0mmの板厚ながら高い強度を保ちます。
また(全長÷外径)率はそれぞれ、300%以上の寸法を確保しています。
これらの生産する金型はすべて社内生産です。これによってお客様の開発のイニシャルコストを抑えることが可能です。
※加工実績の例
絞り高さ 180mm
外径 Φ50mm
絞り高さ 200mm
外径 Φ61mm
材質:SAPH440
板厚:2.0mm

この加工の特筆すべきところは、
「外径φ13mm、長さ200mm超のパイプ先端をトランスファプレス機を用いて連続して複雑な形状に加工。」
がポイントです。
トランスファプレス加工機にて、1金型内で加工ができるため、加工コストの削減が見込めます。
材料:
STKM12B φ13mm(素管寸法)

深絞りプレス技術を得意技術とする弊社では、
絞り傷の入りやすい写真のような深絞り加工品も
「傷が一切許されない外観重要部品」として
厳しく品質を保ち生産しています。
写真の部品はアメリカンタイプのバイクの外装部品として
バイクメーカーK社、H社、HD社などの採用されています。
●左の部品(クロムメッキ品)
絞り高さ 140mm
外径 Φ70mm
●右の部品 (クロムメッキ品)
絞り高さ 90mm
外径 Φ80mm

この加工は弊社の製品群の中でも、特異な技術です。
コンデンサ溶接機を用いて、深絞り加工をしたカップ形状の底に、パイプを二本溶接する加工です。
この加工の特筆すべきところは、
「φ70のカップ形状の内部に φ22のパイプを2本溶接する」という技術です。
ただ溶接するだけではなく、カップ形状の中心からパイプ先端の位置度は非常に高い精度(φ0.18以内)に保たれています。
材料:
SPFH780材 t=2.3mm φ70mm 深絞り製品
STKM20A材 (パイプ) (φ22mm 切削加工品)
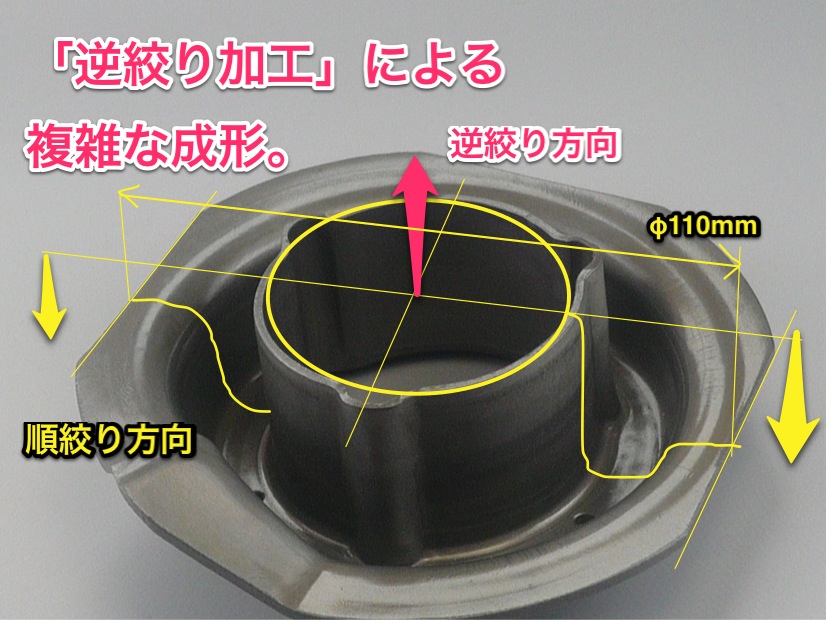
プレスの打ち抜き方向(順絞り方向) に 大きく深絞り形状を成形し、
さらにその方向とは逆(逆絞り方向)にさらに絞り→バーリング形状を成形する高度な加工方法です。
多段絞りの工程でも大変複雑な形状を作ることが可能です。
材質:SPHD t2.0mm

鋼板からの深絞りプレス加工ですが、単に絞るだけでなく、側壁部の厚みを変えながらの深絞り加工です。
2.6mm の板厚→ 1.4mm ~ 3.0mmまで部分的に変化させながら加工。
通常、絞り加工は「板が薄くなる」事が多いですが、このように薄く、もしくは厚く板厚をコントロール。製品の強度を確保するとともに、組み付け精度向上にも貢献します。
材料:
SPHD材 t=2.6mm 深絞り製品

絞り( 量産 / 金属プレス ) |
| 会社名 |
株式会社 樋口製作所 (ひぐちせいさくしょ) |
自社ホームページURL | https://hig-jp.net/ |
|---|---|---|---|
| 住所 |
日本 岐阜県 各務原市
[地図を見る] |
担当者 | 川久保 純一 |
| 電話番号 | 058-383-1141 | FAX番号 | 058-383-1144 |
| 資本金 | 2,000 万円 | 社員数 | 197人 |
| 年間売上高 | 900,000 万円 | エミダス会員番号 | 26433 |
| 産業分類 | 輸送機器 / 治工具 | ||
| 主要三品目 |
|
||
| 主要取引先 |
|
||
| 大分類 | 中分類 | 小分類 |
|---|---|---|
| 設計 | 金型設計 | 射出成形金型 順送型設計(自動車) 絞り金属プレス金型設計 トランスファー金型設計 一般金属プレス金型 3Dモデリング(プレス) NCデータ作成(プレス) |
| 試作開発・少量生産 | 機械加工 | 汎用フライス加工 汎用旋盤加工 倣いフライス加工 鉄 |
| 試作開発・少量生産 | NC機械加工 | マシニング加工(縦形) NCフライス加工 NC旋盤加工 マシニング加工(横形) |
| 試作開発・少量生産 | 放電加工 | ワイヤー加工 放電加工 |
| 試作開発・少量生産 | カッティング・ブランク | 薄板6mm以下 |
| 試作開発・少量生産 | 治具製造 | 一般治具製造 溶接治具製造 治工具製造 |
| 金型製作 | プレス金型 | 設計 製作 部品加工 プレート加工 NCデータ作成 3Dモデリング 絞り型 曲げ型 打抜き型 順送型 トランスファー型 単発型 60t未満 60t~300t 300t以上 コンパウンド型 |
| 金型製作 | プラ金型 | インサート成形型 60t未満 |
| 量産 | 金属プレス | バルジ成形 曲げ 絞り アルミ 鉄 メッキ鋼板 トランスファー(80t~200t) トランスファー(200~500t) 単発(80t未満) 単発(80t~200t) 順送(35t~80t) 順送(80t~200t) 順送(200t~500t) 順送(500t以上) t0.2mm~t3.2mm t3.2~t9.0mm |
| 量産 | 機械加工 | ねじ切り加工 鉄 自動旋盤 |
| 表面処理 | 研磨 | バフ研磨 |
| 表面処理 | バレル研磨 | バレル研磨(振動) バレル研磨(回転) |
| 表面処理 | 塗装 | 電着塗装 |
| 組み立て・検査 | 組立 | 自動車部品組立 |
| 組み立て・検査 | 検査 | 金属プレス |
![]()



