





 神山鉄工株式会社
神山鉄工株式会社

最終更新日: 2026-02-05

圧造、割り型、切削、転造を社内製造。
その他、線材加工、フォーミング、マシニング、プレス、パイプ、板金など、金属のことならお任せください。
微細加工、精密板金、インサート成型、樹脂切削も可能です。
PRコメント
試作、小ロットから多量品まで対応可能です。
★ヘッダー加工
材料径Φ4~Φ14、首下L190まで加工可能です。
小ロット・多品種の要求に対応します。
★リヘッダー
両つば加工を得意とし、切削が必要な形状もリヘッダー加工で圧造成型が可能です。
★NC旋盤
圧造からNC旋盤による精密加工を行い、完成品で納入できます。
小ロット対応が可能です。
★その他小径製品や線材加工、鍛造、切削加工品やプレス品、シャフトや表面処理なども
協力メーカとのネットワークで一括してご依頼いただけます。

【ヘッダー加工とは】
ヘッダー加工とは、常温で金属材料に圧力を加え、目的の形状に変形させる塑性加工技術です。
熱を加えないため「冷間圧造加工」とも呼ばれ、その名の通り、熱エネルギーを用いずに加工を行うことが大きな特徴です。ヘッダーという名称は、ネジやボルトの頭部 (ヘッド) を成形する工程に由来しています。ヘッダー加工では、線材を所定の長さに切断し、パンチとダイスと呼ばれる金型を用いて材料を絞ったり膨らませたりすることで、複雑な形状を自動的に連続生産することが可能です。弊社ではツーダイ・スリーブロー(2個のヘッダーダイスと3個のパンチ)をメインにΦ5~Φ14、長さ190までの製品を加工しております。
神山鉄工では、切削二次加工も行っているため、ヘッダーでは加工できない形状も切削二次加工により少量からご依頼が可能です。
一度ご相談ください。
ヘッダー加工は切削加工など他の加工方法と比較して、材料の無駄が少なく生産効率が非常に高いという利点があります。また加工硬化により材料の強度が増すため、部品全体にかかる曲げや圧縮の力に対する剛性が向上し、耐荷重部品としての信頼性が高まります。
【ヘッダー加工の主な使用用途】
・ねじ
・ボルト
・スタッドボルト
・ウェルドボルト
・リベット
・ピン
・自動車部品
・電子部品
・医療用チタン など
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/

【複雑形状にも対応するリヘッダー加工】
【高精度とコスト低減を両立する冷間圧造リヘッダー技術】
近年、製品の高機能化と小型化に伴い、「高精度」「複雑形状対応」「コスト低減」を同時に求められる傾向が強まっています。
神山鉄工のリヘッダー加工は、冷間圧造の自由度を活かしつつ、複雑形状部品の寸法精度や強度を確保できます。
特に自動車部品や精密シャフト、ボルト・ナットなど、大量生産を前提とした逸品製作において、その効果が大きく発揮されます。
【切削からの転換で量産効率アップ】
リヘッダー加工は、従来の切削加工では時間がかかり、材料ロスが多くなる部品においても、効率的な成形が可能です。
例えば段付きシャフトや中空部品など、形状が複雑な製品でも、一次圧造後の再成形によって安定した寸法公差と高い同軸度が期待できます。
加えて、リヘッダー加工は冷間成形のため、材料内部の繊維流れ(メタルフロー)を保ち、高強度のまま部品化できる点も重要です。
切削では削り落とすしかなかった素材に、新たな付加価値が与えられるプロセスです。
【顧客要望に柔軟対応する多工程体制】
弊社では、リヘッダー加工を中核に据えつつ、NC旋盤などの精密加工機と連携した一貫生産体制を整えています。
一度目のヘッダー加工で中間素材を圧造し、二度目のリヘッダーで最終形状に加工。必要に応じて切削や転造など、工程を組み替え柔軟に対応できます。
このような多段工程により、以下のようなメリットが顧客に提供されます。
・両つば加工や平行二面形状の一体成形
・ダイス摩耗の分散により金型の寿命延長
・小ロットから量産までの用途展開が可能
特に急ぎの試作品や短納期を要する開発案件においては、社内の熟練職人によるスピード対応が他社と大きく異なる点となっています。
【高強度・複雑形状でも安定品質】
リヘッダー加工は一見複雑ですが、素材押し出しの工程を分割することで加工負荷を分散しています。
その結果、短時間で寸法のばらつきが少ない部品を数千~数万個単位で送り出すことが可能です。
真円度や同軸度といった精度管理も向上し、後工程への負担を軽減します。
さらに弊社ではISO9001認証のもと、加工工程ごとの品質管理体制を敷いており、製品一点ごとの検査にも柔軟に応じます。
多くの自動車部品メーカー様やファスナー製造業様には、切削レスの強度部品としての事例を多数評価いただいています。
【まとめ】
神山鉄工のリヘッダー加工は、複雑形状対応・高強度・寸法精度のすべてを考慮した冷間圧造加工技術です。
切削からの工法転換を検討されている企業様に、コスト、スピード、品質の各面からご提案が可能です。
今後も高付加価値部品の量産化に貢献すべく、知見と設備の向上に努めてまいります。まずは一度ご相談ください。
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/

【圧造の切削二次加工による複雑形状の量産化】
冷間圧造された製品をチャッカー機にセットし、連続で加工します。
ヘッダーでは形作れない溝や形状を二次加工により製造します。
圧造材は塑性加工された難削材ですが、経験豊富なオペレーターにより
高精度に仕上げます。
24時間対応可能
1個から大量品まで、24時間体制で加工しております。
開発、試作、量産までお客様のフェーズに合わせて対応いたします。
まずは一度、お問い合わせください。
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/

【ヘッダー+プレス】
ヘッダーでつばを作りプレスにてプレスにて曲げ工程を行います。
ヘッダーではΦ12、首下190まで加工可能です。
リヘッダーを使用した中ツバ、切削にて溝切りなど複合加工が可能です。
【ヘッダー加工とプレス加工の概要】
ヘッダー加工は、主に線材や棒材の先端を冷間鍛造によって膨らませたり、特定の形状に変形させたりする加工法です。ボルトやネジの頭部、リベットなどを形成するのに適しており、材料を無駄なく塑性変形させるのが特徴です。
一方、プレス加工は、金型とプレス機械を使って板材を打ち抜き、曲げ、絞り加工などを行う方法です。自動車部品、電子機器のケース、家電製品の筐体など、様々な薄板部品の製造に広く利用されています。
【複合加工のメリットと具体例】
ヘッダー加工とプレス加工を組み合わせることで、以下のようなメリットがあります。
複雑な形状の一体成形:ヘッダー加工で線材の先端にボルトやリベットの頭部を形成し、その後にプレス加工で別の部分に穴を開けたり、曲げたりすることで、複数の部品を一体化させることができます。これにより、組み立て工程を削減し、製品の信頼性を高めることができます。
高い生産性とコスト削減:それぞれの加工法が持つ高速性を活かし、連続的な生産ラインを構築できます。材料の歩留まりが向上し、加工時間も短縮されるため、トータルコストを大幅に削減できます。
・高精度な加工:精密なヘッダー加工とプレス加工を組み合わせることで、公差の厳しい部品も安定して製造可能です。
・材料の有効活用:特にヘッダー加工は材料を塑性変形させるため、切削加工に比べて材料の無駄が少ないです。
【応用製品の例]
この複合加工技術は、以下のような分野で活用されています。
自動車部品:シートベルトの金具やエンジン周りの精密部品、ハンガーなど。
電子機器:コネクタの端子やスイッチ部品など、微細な加工が必要な部品。
建築・建設:特殊な形状のボルトや固定具など。
医療機器:特定の形状が求められる手術器具の部品など。
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/
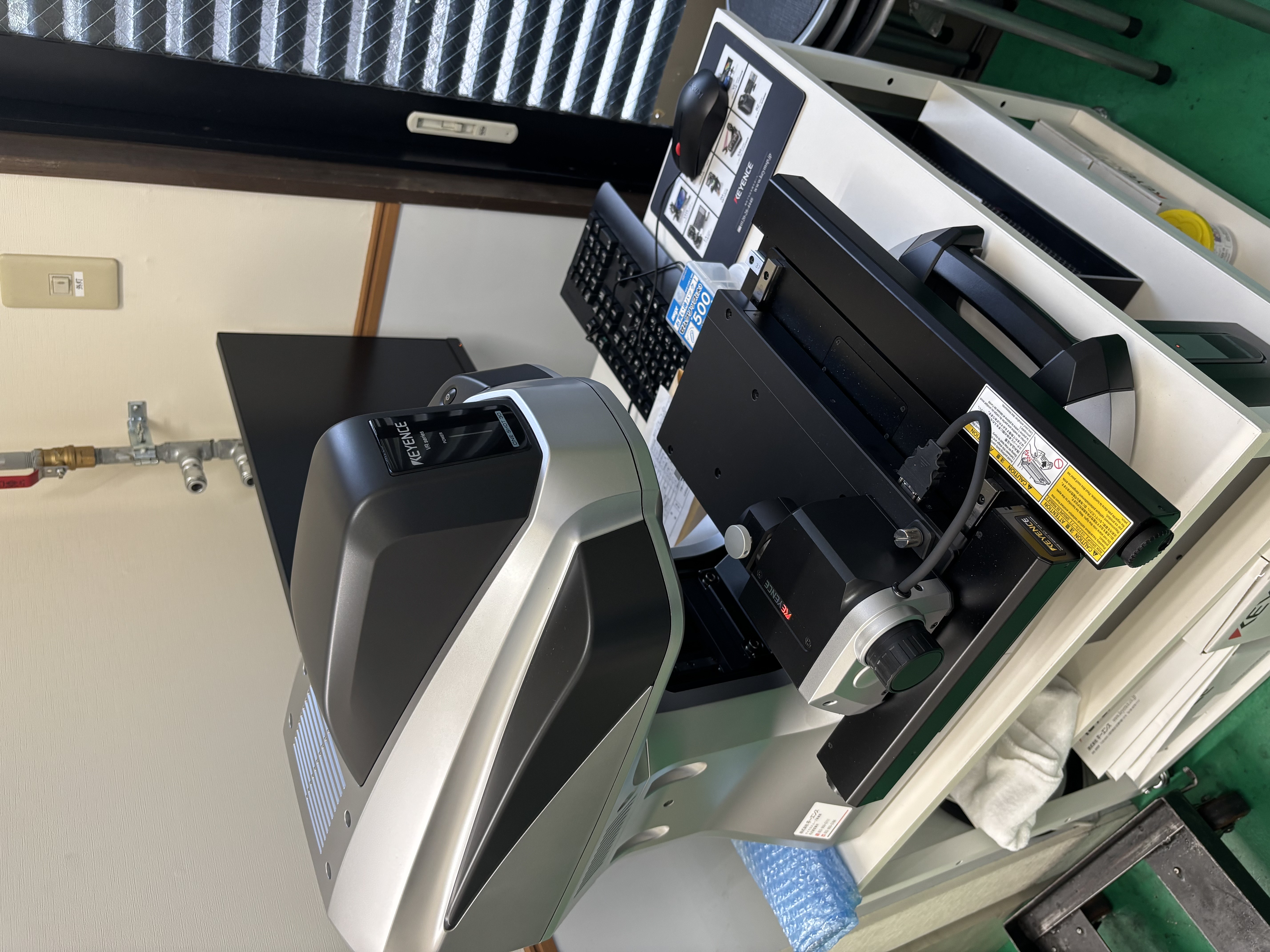
【Keyence製ワンショット3D形状測定機 VR6200 新規導入しました】
VR-6200の特長
1. 高精度かつ迅速な三次元計測
VR-6200は、非接触型の光学計測技術を採用しており、微細な凹凸や形状を高精度にキャプチャします。これにより、複雑な形状を持つ部品でも、短時間で正確に三次元データを取得できます。
2. 幅広い測定範囲
従来の測定機では対応が難しかった中型サイズの部品や製品の測定も可能となりました。特に、電子機器部品や精密機器のような詳細な形状が求められる対象物に対して、その能力を発揮します。
3.精密部品の形状検査
製造現場では、部品の形状が設計通りであるかを正確に検査する必要があります。VR-6200は、微細な形状の再現性が高く、製造誤差を見逃さずに検出できます。これにより、品質管理の精度が向上しました。
幾何公差測定にも対応しており、お客様のご要望にお応えできる高精度な寸法測定が可能となります。
まとめ
神山鉄工は、今後も高付加価値部品の量産化に貢献すべく、知見と設備の向上に努め、
よりお客様にご満足、ご納得いただける製品づくり、製品提供を続けてまいります。
まずは一度ご相談ください。
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/

弊社製品の一例です。
ヘッダー加工(冷間圧造)
リヘッダー加工(割り型)
旋盤加工(チャッカー)
切削加工(複合機、マシニングセンタ、ホブ盤)
線材曲げ加工
各種ばね
放電加工、レーザー加工
プレス、フォーミング曲げ加工
各種表面処理
まずは一度、お問い合わせください。
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/
関連URL: https://kamiyamatekko.co.jp/products_tax/cold-heading/#

【切削による高精度シャフトの製作】
切削加工により高精度な製品をお届けします。
S45C
L500
焼入れ焼戻し
高周波焼入れ
Φ40部 h6
同軸0.008
神山鉄工では、圧造、二次加工だけでなく、多くの協力メーカーにより
旋盤、フライス、板金、溶接、製缶、塗装、線材加工、プレス、ばね加工
なども承っております。
お客様のお見積り、発注の手間を神山鉄工で解決します。
まずは一度、お問い合わせください。
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/

【歯切り加工によるタイミングプーリーの製作】
タイミングプーリーの歯切り加工は、プーリーの歯形を正確に形成する工程で、歯車加工の一種です。この加工は、動力伝達システムにおいて、ベルトとプーリーが滑ることなく正確に同期して回転するために不可欠です。歯切り加工には、主にホブ盤と歯車形削り盤という2種類の機械が使われます。
ホブ盤による加工
ホブ盤は、ホブと呼ばれる歯切り工具を使ってプーリーの歯を連続的に削り出す機械です。ホブはウォーム(ねじの一種)に似た形状をしており、この工具を回転させながら材料に切り込ませることで、プーリーの円周上に螺旋状の切り込みを入れ、歯形を成形していきます。この方法は生産効率が高く、大量生産に適しています。
特徴:
高効率: 工具とワークが連続的に回転するため、加工時間が短縮されます。
汎用性: 工具の交換が比較的容易で、異なる歯数のプーリーにも対応できます。
歯車形削り盤による加工
歯車形削り盤は、ピニオンカッターと呼ばれる円盤状の工具を使って、歯を一枚ずつ削り出す機械です。工具とワークが互いに噛み合うように動きながら、工具を上下に往復運動させることで歯形を成形します。この方法は、ホブ盤では加工が難しい内歯車や、段差がある形状のプーリーにも対応できます。
特徴:
高精度: 複雑な形状や高精度が求められる場合に適しています。
柔軟性: 内歯車の加工や、ワークの干渉を避けた加工が可能です。
まとめ
タイミングプーリーの歯切り加工は、伝達する動力と精度、生産量によって、最適な加工方法が選ばれます。ホブ盤は主に大量生産される一般的なプーリーに、歯車形削り盤はより特殊な形状や高精度が求められるプーリーに使用されることが多いです。どちらの加工方法も、プーリーの性能を左右する重要な工程です。
【企業情報】
神山鉄工株式会社
所在地:日本 愛知県 名古屋市港区 入場1-1506
TEL:052-382-7218
HP:https://kamiyamatekko.co.jp/

ヘッダー加工( 量産 / 鍛造 ) |
| 会社名 |
神山鉄工株式会社 (かみやまてっこう) |
自社ホームページURL | http://kamiyamatekko.co.jp |
|---|---|---|---|
| 住所 |
日本 愛知県 名古屋市港区
[地図を見る] |
担当者 | 若山勉 |
| 電話番号 | 0523827218 | FAX番号 | 0523833170 |
| 資本金 | 1,000 万円 | 社員数 | 25人 |
| 年間売上高 | 未登録 | エミダス会員番号 | 106321 |
| 産業分類 | 工作機械 / 産業用機械 / OA機器 | ||
| 主要三品目 |
|
||
| 大分類 | 中分類 | 小分類 |
|---|---|---|
| 設計 | 金型設計 | 鍛造金型設計 3Dモデリング(プラスチック) |
| 設計 | シミュレーション | 鍛造 |
| 設計 | データ作成(3Dスキャン) | 3Dプリンター |
| 試作開発・少量生産 | 機械加工 | 汎用フライス加工 汎用旋盤加工 歯切加工 転造加工 ねじ切り加工 鉄 ステンレス アルミ合金 銅合金 |
| 試作開発・少量生産 | NC機械加工 | NC旋盤加工 |
| 試作開発・少量生産 | 鋳造 | 100kg~500kg |
| 金型製作 | 鍛造金型 | 設計 ヘッダー金型 |
| 量産 | 金属プレス | フォーミング マルチフォーミング 汎用 ロールフォーミング めっき 塗装 精密 溶接 バルジ成形 タップ加工 曲げ 絞り 打抜き ステンレス 鉄 銅 リン青銅 メッキ鋼板 単発(80t未満) 順送(35t~80t) 順送(80t~200t) φ9.0mm以上 φ0.6mm~φ9.0mm |
| 量産 | 板金加工 | パイプ加工 製缶加工 精密板金加工 板金試作品製造 ベンダー加工(3.0m超) アングル加工 パイプベンダー加工 バリ取加工 3本ロール機 製缶加工(5m超) 曲げ加工 |
| 量産 | カッティング・ブランク | タレパン加工 レーザ・タレパン複合加工 レーザー加工(4尺超) コナーシャー 厚板6mm以上 ステンレス |
| 量産 | 機械加工 | NC旋盤加工 タッピング加工 五面/五軸加工 複合旋盤加工 ワイヤー加工 歯切加工 転造加工 ねじ切り加工 微細穴加工 放電加工 鉄 ステンレス 銅合金 |
| 量産 | 研削加工 | NC平面研削加工 NC円筒研削加工 平面研削加工 プロファイル加工 センターレス研削加工 |
| 量産 | 鍛造 | ヘッダー加工 冷間鍛造 鉄 その他 500g以下 |
| 表面処理 | メッキ・化成処理 | 無電解ニッケル(バレル) 無電解ニッケル(ラック) ニッケル(バレル) ニッケル(ラック) 黒ニッケル 硬質クロム(バレル) 硬質クロム(ラック) クロム(ラック) 黒クロム(バレル) 黒クロム(ラック) 亜鉛(バレル) 亜鉛(ラック) 金メッキ・銀メッキ アルマイト(陽極酸化) 色アルマイト クロメート(全般) 黒クロメート(黒、緑) 3価クロメート(ガラクロ) パーカライジング(リン酸塩皮膜) ベーキング処理(水素脆性処理) アルミ 化成処理 銅 鉄 脱脂 黒染め 真鍮 プラスチック ステンレス |
| 表面処理 | 熱処理 | 焼ならし(焼準) 真空焼ならし 焼なまし(焼鈍) 応力除去焼なまし(SR処理) 焼入 雰囲気焼入 真空焼入 オーステンパ 高周波焼入 炎焼入 浸炭焼入 塩浴軟窒化(タフトライド) 窒化処理 |
| 表面処理 | 塗装 | 粉体塗装 |
| 表面処理 | その他表面処理 | スパッタリング |
| 組み立て・検査 | 検査 | 鍛造 鋲螺 |
| 部品製造 | 機械部品 | 歯車(ギヤ)製造 継手製造 シャフト/ローラー製造 パイプ製造 機構部品 |
| 部品製造 | バネ | 薄板バネ 端子バネ 圧縮コイルバネ 引張コイルバネ トーションバネ ダブルトーション 板バネ 異形バネ 電池バネ 皿バネ 線細工バネ 竹の子バネ バネ座金 ねじりバネ 炭素鋼 ピアノ線(カーボン線) ステンレス 銅合金 φ0.6mm~6.0mm φ6.0mm以上 |
| 部品製造 | 鋲螺 | 鋲螺製造 ネジ製造 ボルト製造 ねじ製造 |
| 自動車部品製造 | 駆動系パーツ | クラッチ トランスミッション ブレーキパーツ |
| 自動車部品製造 | エンジン | 冷却装置 点火装置 燃料装置 マフラー ラジエター部品 |
| 自動車部品製造 | 内装品 | シート部品 オーディオ部品 |
![]()


