





 株式会社BLINK(SMK八王子事業所)
株式会社BLINK(SMK八王子事業所)

最終更新日: 2025-12-02

有限会社サンメンテナンス工機は名古屋市を拠点に全国の精密加工関連事業を展開し、技術力とサービス力を活かして迅速かつ的確にお客様の課題解決に対応する企業です。信頼性と品質にこだわりを持って取り組んでます
PRコメント
マシニング加工を得意とし3次元CAD/CAMを駆使した技術により、材料・加⼯⽅法で取り組んだ実績から、⾼品質な高精度加工部品を製作。
素材の⼿配から切断、加⼯、仕上げ、組立まで一貫した生産体制を整えており、⼩物部品加⼯などは小ロット生産から量産までフレキシブルに対応いたします。
試作品や治具・⼯具の設計製作も得意としており、SUS、鉄・アルミ等の切削加⼯に⽌まらずあらゆる⾦属加⼯。NC旋盤による外径・内径加工など様々な加工、鉄・アルミ・ステンレス・真鍮などの金属類のほか、鋳物・樹脂などの素材の加工。

【平均年齢33歳!将来性の高い会社です。】
株式会社 BLINK(ブリンク)は、東京都八王子市に拠点を置き、ニングマシ加工やNC旋盤技術を継続して、樹脂・金属の切削加工を高い精度で実現しています。以下の点で、BLINKは競合にない魅力と信頼性を誇っています。
【先端技術の活用】
3DCAD/CAMシステムを置くことで、設計者の意図をそのまま現具化、複雑な形状や機能を持つ部品も高精度に加工。設計データを2Dに変換せずそのまま利用できるため、工程数の削減と作業効率の向上を実現しています。
さらに協力会社との連携により、板金・プレス、研磨、焼入れ、表面処理など多様な加工工程にもワンストップで対応。小ロットから量産まで柔軟に対応できる体制は、迅速な納期と高い品質を保証します。
【堅固な加工能力】
マシニング加工に加え、2024年11月に導入した最新のNC旋盤では、外径・内径・端面・ネジ・溝・穴・テーパー加工など、多種多様な形状・寸法の部品加工が可能です。鉄、アルミ、ステンレス、真鍮、鋳物、樹脂など、様々な素材に対応し、再現性の高い加工を実現しています。
【シミュレーションによる品質保証】
3D CAD/CAMにて加工前に製品の視覚化・シミュレーションを行うことで、工程の効率性と安全性を確認します。
【多様な分野への実績】
自動車部品、産業機器、医療機器、半導体製造装置など、幅広い業界で多数の加工実績を持ち、クライアントのニーズに最適なソリューションを提供します。試作品、治具・工具の設計・製作にも高い信頼をいただいております。
【ロボカットの導入】
2025年にROBOCUTを導入いたしました。
»»----------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
(SMK八王子事業所)
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼

当社では、CADによる正確な設計データをもとに、三軸同時制御による高精度な機械加工を行っています。これにより、従来の加工方法では困難であった複雑な三次元形状や曲面の加工が可能となっています。
◆三軸同時加工とは
三軸同時加工とは、X軸(前後)、Y軸(左右)、Z軸(上下)の3方向すべてを同時に制御して工具を動かす加工方法です。この制御により、直線的な動きに加えて、滑らかな曲面や傾斜面を一工程で加工することが可能となり、複雑形状の精密加工に適しています。
◆特徴と利点
高い精度と再現性
CADで作成した設計データをCAMに連携することで、設計通りの形状を高精度に加工できます。繰り返し加工においても、形状のばらつきが抑えられます。
◆複雑形状の一体加工が可能
多面体や3次元曲面、リブ形状、ポケット形状など、手作業や二軸加工では困難な形状も、三軸同時制御で一体加工が可能です。
◆工程の短縮とコスト削減
段取り替えや再配置が不要なため、加工時間の短縮と精度の向上を同時に実現できます。これにより、全体のコスト削減にもつながります。
◆対応可能な材質・加工範囲
当社では、アルミ、ステンレス、鉄、樹脂など各種材料に対応しており、試作から小ロット生産まで柔軟に対応可能です。加工サイズや精度の詳細は、設備仕様に基づき個別にご案内いたします。
»»---------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
MCナイロンは、その優れた機械的特性や耐薬品性から多くの産業用途で採用されていますが、一方で切削加工時には「反り(ワーピング)」が発生しやすいという特性があります。以下、MCナイロンの切削加工における特徴、問題点、及びその対策について詳しく説明します。
1. MCナイロンの特性と反りの原因
熱伝導性の低さと熱変形:
MCナイロンは熱伝導性が低いため、切削時に発生する熱が局所的に集中しやすく、加工部分だけが急激に温度上昇します。この温度勾配が原因となり、材料内部に応力が発生し、冷却時に不均一な収縮を引き起こすことで反りが発生します。
内部応力の存在:
成形過程での冷却不均一や、添加された充填材(例えばガラス繊維やカーボンファイバーなど)が材料内部に残る応力が、加工時に放出され、形状の反りや変形の原因となることがあります。
吸湿性:
ナイロン系樹脂は湿度による吸湿性が高く、これが寸法安定性に影響を及ぼすため、環境条件が加工後の反りに寄与する場合もあります。
2. 切削加工時の対策と加工条件
(1) 切削パラメータの最適化
切削速度と送り:
高速切削や無理な送り速度は局所的な発熱を招きやすいため、適度な切削速度と送りを選定することが重要です。一般的には、切削温度が上昇しにくい中速~低速域での加工が推奨されます。
切り込み量:
一度に大きな切り込みを行うと熱が蓄積しやすくなるため、薄削りの多段階切削(ラフ加工→仕上げ加工)により、熱の発生を抑えながら徐々に切り込む方法が有効です。
(2) 工具と工具設定
工具材質と形状:
高硬度の超硬(タングステンカーバイド)工具を用いることで、切削中の摩耗を低減し、切削面の仕上がりを安定させることができます。また、工具の切削角度やリム角(ラジアス)を最適化することで、切削抵抗や摩擦熱の低減を図ります。
工具のシャープニング:
常に鋭利な切れ味を保つため、定期的な工具交換や再研磨が必要です。鈍った工具は切削抵抗を増加させ、熱の発生を促進します。
(3) 冷却・潤滑方法
エアブローや低粘度切削液の利用:
MCナイロンの切削では水冷ではなく、エアブローや専用の低粘度切削液を用いることで、材料への液体浸透を防ぎつつ、熱を迅速に排出する方法が有効です。
切削液の選定:
切削液は、ナイロンに対して化学反応や吸水を起こさないものを選ぶ必要があります。これにより、加工中および加工後の寸法変化を最小限に抑えることが可能です。
(4) クランプ・フィクスチャの工夫
均一な固定:
反りが生じやすい材料は、加工中に材料全体を均一に固定することが重要です。局所的な応力解放を防ぐために、専用のフィクスチャや柔軟な固定具を使用し、材料内部の応力が均等に分散するよう努めます。
サポート材の利用:
加工時にバックサポートやダミー材を併用することで、切削面の変形を抑制し、反りの発生を防止する方法も有効です。
3. 加工後の処理と管理
環境管理:
加工後のMCナイロンは、吸湿による寸法変化が起こりやすいため、一定の湿度・温度管理下で保管することが望まれます。
応力除去処理:
必要に応じて、加工後に低温アニール(応力除去熱処理)を行うことで、内部応力を緩和し、反りの発生を最小限に抑える方法も検討されます。
MCナイロンの切削加工においては、その特性上、局所的な発熱や内部応力、吸湿性が反りの主な原因となります。したがって、適切な切削パラメータの設定、工具の選定と管理、効果的な冷却・潤滑技術、そしてしっかりとしたクランプやフィクスチャの使用が不可欠です。これらの対策を組み合わせることで、より精度の高い加工と反りの最小化が実現できます。
このようなアプローチを採用することで、MCナイロンの特性を十分に活かしながら、安定した切削加工が可能となります。
»»----------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
(SMK八王子事業所)
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼

【高精度切削加工によるPOM材の3mm長穴形状の実現】
当社では、耐摩耗性・耐衝撃性に優れた工業用プラスチック「POM材」を用い、3mm長穴形状を0.01mm単位という非常に高い精度で切削加工を行っております。 以下に、その特徴と工程について詳しくご説明させていただきます。
1. 材料特性と用途
*POM(ポリアセタール)材
POM材は、機械的強度と耐摩耗性に優れており、精密部品や高性能機械部品に多く採用されています。安定した寸法精度と高い耐久性が要求される製品に最適な素材です。
2. 加工対象の形状
*3mm長穴形状
本加工では、長さ3mmの細長い穴(スロット)を対象としており、従来の丸穴加工とは異なる困難さがあります。
3. 高精度加工のポイント
*0.01mm単位の切削精度
CNC工作機械での切削工程において0.01mm(10マイクロメートル)単位での位置決めが可能となり、設計通りの高精度な形状を実現しています。これにより、部品内の組立や機能性が飛躍的に向上し、再現性の高い製品供給が可能です。
4. 加工工程の詳細
*設計とプログラム作成
高度なCAD/CAMシステムを活用し、3mm長穴の精密な設計図を作成しました。そのデータを元に、NCプログラムに変換して加工工程を自動化しています。
【機械設定と工具検討】
POM材の特性に合わせた専用工具(エンドミルやドリル)を使用します。工具の状態管理や切削条件(速度、送り、深さなど)を厳密に設定し、最適な加工環境を整えています。
【高精度切削加工】
CNC工作機械が0.01mm単位で精密に動作し、段階的に材料を削減することで、設計通りの3mm長穴形状を形成しています。
5. この高精度加工がもたらすメリット
*寸法精度の向上
0.01mm単位での制御により、部品のフィット感や動作精度が大幅に向上。高精密な組立が可能です。
【品質の安定化】
加工工程の自動化と妥協な検査により、安定した品質の製品を継続的に供給できます。
【高機能部品の実現】
精密な形状加工により、機械全体の性能向上や長寿命化に貢献し、様々な先端技術分野での応用が期待されます。
このように、当社の高精度な切削加工技術は、POM材を用いた3mm長穴形状の実現を可能にし、製品浸透性と機能性を大幅に向上させています。お客様のニーズに合わせた精密部品製造に、ぜひご活用ください。
»»---------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
(SMK八王子事業所)
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼

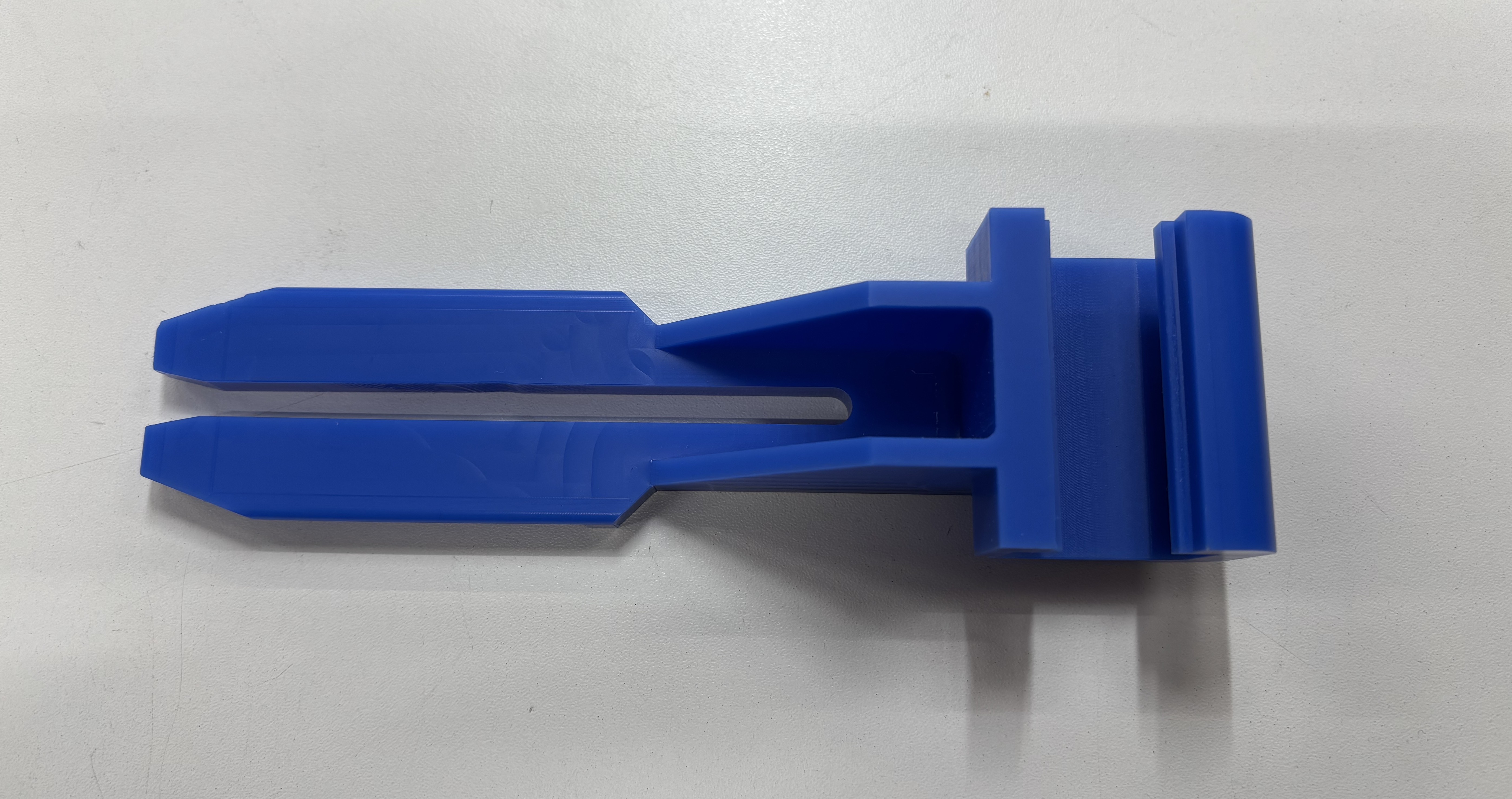
MCナイロンは、耐摩耗性や耐衝撃性、機械的強度の高さが特長のエンジニアリングプラスチックの一種です。以下では、MCナイロンの主なメリットや用途と、BLINKがその加工でどのように強みを発揮できるかをまとめました。
【BLINKによるMCナイロン加工の強み】
1. **高精度・複雑形状への対応**
3次元CAD/CAMや最新のNC旋盤、マシニングセンターを活用し、複雑形状や精密な寸法公差が要求されるMCナイロン製品でも、高品質な仕上がりを実現します。
2. **素材選定から一貫した生産体制**
BLINKは、素材の手配から切削・組立までワンストップで対応可能。素材の特性を理解し、用途や要件に合わせた最適な加工工程を提案します。
3. **多様な業界での実績**
自動車、産業機器、医療機器など、幅広い業界の製品加工経験を活かし、MCナイロンを用いた治具や部品の製作に対しても最適なソリューションを提供します。
4. **試作品から量産まで柔軟に対応**
小ロットの試作やカスタムメイドの部品製作はもちろん、大量生産にも対応可能。MCナイロンを使った部品の品質管理や納期管理を一括して行い、短納期にも柔軟に対応します。
5. **シミュレーションと検査体制の充実**
加工前のシミュレーションにより、干渉やミスを事前に排除。さらに検査工程を強化することで、製品の高精度・高品質を保証します。
この写真のMCナイロン製部品は素材特性を最大限に活かした形状・精度で仕上げられています。耐久性や耐摩耗性が必要な場面で威力を発揮するだけでなく、軽量かつ低摩擦係数というメリットもあり、多様な産業分野で活躍が期待されます。
【三軸同時加工とは】
CNC工作機械などで用いられる加工技術の一つで、X軸、Y軸、Z軸の3つの軸が同時に動作しながら一体的に加工を行う方法です。従来のように各軸を個別に動かして加工するのではなく、3軸が同時に連動して動くため、曲面や複雑な形状の部品を一度の治具固定で高精度かつ効率的に加工することが可能になります。
【主な特徴】
同時動作:複数の軸が同時に動くことで、滑らかな曲面加工や複雑形状の加工が容易に実現されます。
加工精度の向上:一回の治具固定で連続して加工を行うため、組み立て時の位置ずれや誤差が低減されます。
効率的な加工:切削条件の最適化や軸の動作の最適連携により、加工時間の短縮や生産性の向上が図れます。
利用される場面
曲面加工:航空機の翼部品や自動車部品など、複雑な曲面が求められる場合に効果を発揮します。
高精度部品の製造:医療機器や精密機械部品の加工において、高い精度が必要な場合に利用されます。
一体加工:複数の工程を一度に行うことで、組み立て時の誤差や工程間の調整を削減します。
この技術は、従来の順次加工と比較して、部品の形状の自由度や加工の一体性、そして加工効率の面で優れており、現代の製造業において重要な役割を担っています。
»»----------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼

1. はじめに
黒POM(ポリアセタール)材は、耐摩耗性、寸法、寸法安定性に優れる工業用樹脂で、精密部品や機械部品に多用途に使われます。 今回の工程では、複合旋盤を用いたワンチャック加工により、効率かつ高精度な加工を実現しています。
2. 複合旋盤とワンチャック加工の特徴
複合旋盤とは
複合旋盤は、旋削加工に加え、穴あけ、面取り、切削加工など複数の工程を一台でじっくり作業機械です。これにより、部品のセットアップ回数を大幅に削減し、加工精度の向上と生産性の向上が図れます。
*ワンチャック加工のメリット
「ワンチャック加工」とは、部品を一度のチャック固定で全ての加工工程を行わせる手法です。これにより、複数回のチャック変更による位置ずれや誤差がなく、部品の寸法精度や表面仕上げが向上します。
3. 黒POM材の加工工程
*材料準備とチャック固定
・高品質な黒POM材を使用し、加工前に表面の洗浄と確認を行います。
・部品を専用のチャックにしっかり固定し、加工中の振動やズレを防ぎます。
*粗加工
・複合旋盤の自動工具交換機能を活用し、まず大まかな形状に削り出します。
・ワークの外形や内径、各種ポケットなどの大きな切削工程を一括して実施します。
*仕上げ加工
・高速回転と高精度制御により、きちんとした寸法仕上げや面の品質を確保します。
・切削条件(切削速度、前進速度、工具の種類)を最適化することで、黒POM材特有の切削抵抗や工具摩耗を極力抑えます。
*検査と仕上げ処理
・加工後、寸法測定や表面粗さ測定を行い、品質基準を満たしていることを確認します。
・必要に応じて、バリ取りや面処理を施し、最終製品として出荷できる状態に仕上げます。
4. 技術的なポイントと工夫
*工具選定と切削条件
黒POM材は熱や切粉の特性が加工精度に影響を考慮するため、専用の切削工具(コーティング工具など)や最適な切削条件を採用することが重要です。
*温度管理と切削油の活用
加工中の熱変形を防ぐため、切削油やクーラントを正しく使用し、温度管理を徹底しています。
*一体成形による精度向上
ワンチャック加工によって、複数の工程間での位置ずれがなく、連続加工が可能となるため、製品の高い寸法精度と均一な品質が実現されます。
5. 加工実績と応用例
複合旋盤を用いたワンチャック加工によって、精密な黒POM部品の大量生産を成功させております。自動車部品、精密機械、家電製品など、幅広い分野での採用実績があり、品質と効率の両立に貢献しています。
6. まとめ
黒POM材の複合旋盤によるワンチャック加工は、最新の加工技術と精密な制御技術により、高品質な製品を迅速に提供するための理想的な手法です。 これにより、部品確保性が向上するとともに、生産工程の効率化とコスト削減を実現しています。 今後も、この先進的な技術を活用し、より高い技術水準と顧客満足の実現を目指してまいります。
以上が、黒POM材の複合旋盤によるワンチャック加工についての詳細な説明です。ご不明な点やさらなる詳細情報が必要な場合は、どうぞお気軽にお問い合わせください。
»»---------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼

当社では、傾斜面や曲面が多く、一般的な治具や基準設定では加工が困難な形状の製品に対して、正確な原点出しと高精度な切削加工を実現しています。特に、複数の傾斜面や不規則な曲面が混在するワークにおいて、加工精度と工程管理の両立に注力しています。
◆傾斜面加工の課題
傾斜面が多い製品では、以下のような技術的課題があります。
・加工基準面が水平・垂直でないため、ワーク座標の設定が困難
・一般的なバイスや治具では固定が不安定になりやすい
・原点位置が任意の点や仮想点になるケースが多く、正確な位置決めが要求される
・工具接触角度の制御を誤ると、表面粗さや形状精度に影響
これらの問題を解決するために、当社では以下の対策を実施しています。
【当社の技術的対応】
◆3D CAD/CAMによる事前解析
傾斜面を含む3DモデルをCAD上で解析し、基準面や加工方向を適切に設計。これにより、加工時に必要な原点の位置や加工順序を最適化しています。
◆専用治具の設計・製作
標準治具では固定できないワークに対しては、製品ごとに専用の加工治具を社内で設計・製作。傾斜面を基準とした安定固定と高精度位置決めを可能にします。
◆三次元測定機を活用した原点取得
CAMデータと連携し、三次元測定機またはタッチプローブを用いて実際のワーク形状から原点を取得。設計座標と実測座標の差を最小限に抑えた加工を行います。
◆三軸同時加工による傾斜面追従
同時三軸制御によって、工具がワークの傾斜に追従しながら切削するため、工具干渉を回避しつつ高品位な仕上がりを実現します。
»»---------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼

複合旋盤によるミル加工とは、旋盤加工(回転するワークに対してバイトで切削する加工)と、ミル加工(フライス加工:回転する工具でワークを切削する加工)を1台の複合加工機で行う加工方法です。従来は複数の工作機械を使っていた加工工程を、複合旋盤1台で完結できるため、高精度かつ高効率な部品製造が可能となります。
複合旋盤の主な機能
1.旋盤加工
・ワークを主軸で回転させ、固定したバイトで外径・内径・端面などを切削します。
・シャフト形状や丸物部品の基本形状を高精度に加工できます。
2.ミル加工(Milling)
・回転する工具(エンドミル、ドリルなど)を使用して、穴あけ、タップ加工、平面加工などを行います。
・回転工具を装着できる回転工具タレットや、Y軸機能を備えることで、フライス盤に近い加工が可能になります。
3.C軸制御
・主軸を一定角度ごとに停止・位置決めする制御機能で、等間隔の穴あけやフラット面の加工に対応します。
4.Y軸制御(オプション機能)
・工具を上下方向(Y軸)に移動させることで、複雑なミル加工や偏心位置への加工が可能になります。
【複合旋盤によるミル加工のメリット】
◆工程集約による加工効率の向上
従来、旋盤とマシニングセンターを使っていた加工を1台で完結でき、段取り替えやワークの取付け直しが不要になります。
◆高い加工精度の維持
ワークを再チャッキングすることなく一連の加工ができるため、加工精度のばらつきを最小限に抑えられます。
◆リードタイム短縮
工程の削減により、部品の納期短縮や小ロット・多品種生産への対応力が向上します。
»»---------------------------------------------------------------------------------------------------►
材料を支給していただいての加工も可能です。
試作品の加工も承っています(1個~)
↓ ↓ お問い合わせはこちら ↓ ↓
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
株式会社 BLINK
所在地:東京都八王子市川町24-3
TEL:042-659-0182
MAIL:tsutsumi@blink-cnc.co.jp
担当:堤
────⋆⋅☆⋅⋆── ────⋆⋅☆⋅⋆──
↓ ↓ SNSのフォローお待ちしております♪ ↓ ↓
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼
BLINK 🦄Instagram🦄
https://www.instagram.com/_blink_corp_/
✼••┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈••✼

NC旋盤加工( 試作開発・少量生産 / NC機械加工 ) |
| 会社名 |
株式会社BLINK(SMK八王子事業所) (かぶしきがいしゃぶりんく) |
自社ホームページURL | https://blink-cnc.co.jp/ |
|---|---|---|---|
| 住所 |
日本 東京都 八王子市川町
[地図を見る] |
担当者 | 堤 啓輔 |
| 電話番号 | 042-659-0182 | FAX番号 | |
| 資本金 | 100 万円 | 社員数 | 3人 |
| 年間売上高 | エミダス会員番号 | 105559 | |
| 産業分類 | 治工具 / 工作機械 / 産業用機械 | ||
| 主要三品目 |
|
||
| 大分類 | 中分類 | 小分類 |
|---|---|---|
| 設計 | 治工具設計 | 一般治具設計 量産用治具設計 自動工具設計 汎用工具設計 |
| 試作開発・少量生産 | 機械加工 | タッピング加工 深穴加工 ねじ切り加工 直線加工 機械加工/小ロット(1個から)対応 鉄 ステンレス アルミ合金 銅合金 マシニング加工(樹脂) キー溝加工 フライス加工(樹脂) 旋盤加工(樹脂) 真鍮 |
| 試作開発・少量生産 | NC機械加工 | マシニング加工(縦形) NCフライス加工 NC旋盤加工 複合旋盤加工 3次元対応 |
| 試作開発・少量生産 | 治具製造 | 一般治具製造 量産用治具製造 治工具製造 |
| 試作開発・少量生産 | 試作品加工 | プラスチック試作加工 小物試作品製造 筐体試作品製造 |
| 量産 | 機械加工 | マシニング加工 NCフライス加工 NC旋盤加工 タッピング加工 複合旋盤加工 ねじ切り加工 鉄 ステンレス アルミ合金 銅合金 旋盤加工(樹脂) 高精度 |
![]()


